Способы повышения надежности трубопроводов тепловых сетей и экономии средств при их эксплуатации
Защита металлических конструкций тепловых сетей от коррозии одна из главных проблем системы центрального теплоснабжения. Тяжелые условия эксплуатации, такие как высокая температура, влажность, присутствие агрессивной среды способствуют ускоренному протеканию процесса коррозии. Так как же защитить тепловые сети от воздействия перечисленных факторов? Одним из наиболее эффективных и наименее затратных способов защиты, является окрашивание поверхности метала специальными противокоррозионными лакокрасочными материалами.
Использование рекомендованных для защиты поверхностей трубопроводов и оборудования теплосетей лакокрасочных материалов позволяет: продлить срок эксплуатации тепловых сетей до регламентированных 25 лет, уменьшить число не штатных ситуаций и сэкономить финансовые средства.
Рассмотрим экономическую целесообразность указанного способа защиты от наружной коррозии на примере трубопровода Ду 219 мм, с толщиной стенки 8 мм. Данный трубопровод покрывается противокоррозионной композицией «Магистраль» разработанной ООО НПК «КУРС-ОТ».( композиция «Магистраль» не содержит растворителя, что соответствует требованиям по охране труда, окружающей среды, пожарной безопасности, и обеспечивает срок службы теплопровода 25 лет при нормативных условиях эксплуатации ). В приведенной ниже таблице содержатся цифры для расчета стоимости прокладки одного погонного километра тепловой сети Ду 219 мм в двухтрубном исполнении с применением противокоррозионной защиты и без нее.
| Труба 219 ( 8 мм с обработкой композицией «Магистраль») | Труба 219 ( 8 мм без антикоррозийной обработки) |
Стоимость погонного километра трубы | 1 250 000 руб. | 1 250 000 руб. |
Стоимость обработки композицией «Магистраль» одного погонного километра трубы | 260 000 руб. | — |
Стоимость перекладки одного погонного километра трубопровода (без стоимости трубы) | 5 200 000 руб. | 5 200 000 руб. |
Срок службы трубопровода | 25 лет (по данным испытаний) | 12 лет (по расчетным данным скорости коррозии) |
Итоговая стоимость одного погонного километра трубопровода в двухтрубном исчислении. | 8 220 000 руб. | 7 700 000 руб. |
Учитывая данные, приведенные в таблице, разницу в сроке эксплуатации трубопроводов и стоимость перекладки, получим следующую экономическую выгоду от продления срока службы трубопровода:
Выгода = ( E + f )*k где:
E – нормативный коэффициент отчислений = 0,12
f — коэффициент амортизации = 0,075
k – стоимость ремонта одного погонного километра трубопровода = 7 700 000 руб/км
Выгода (ежегодная) = (0,12 +0,075)*7 700 000 = 1 501 500 руб/км
Выгода (общая) = (0,12+0,075)*7 700 000*13 = 19 519 500 руб/км
Приведенный пример наглядно показывает, что противокоррозионная защита поверхности трубопроводов тепловых сетей при помощи композиции «Магистраль» позволяет экономить до 250% от стоимости нового трубопровода.
Проведем экономическое сравнение лакокрасочных материалов, рекомендованных для противокоррозионной защиты поверхностей трубопроводов и оборудования теплосетей. В расчетах будем оперировать на данными о расходах материалов, толщинах покрытий и необходимой степени подготовки защищаемой поверхности , обеспечивающих требуемую коррозионную стойкость. Расчет стоимости нанесения покрытия на один квадратный метр поверхности осуществляется по следующему алгоритму:
C = А + Б + В
- А — стоимость ЛКМ, необходимого для создания защитной пленки заданной толщины на одном квадратном метре защищаемой поверхности.
- Б — стоимость подготовки одного квадратного метра защищаемой поверхности, соответствующей данному ЛКМ.
- В — стоимость работ по нанесению необходимого количества слоев, данного ЛКМ на один квадратный метр защищаемой поверхности.
- С – суммарная стоимость затрат.
Статья расхода
| Композиция | Органосиликатное покрытие | Эпоксидное покрытие | Кремнийорганическое покрытие |
Стоимость ЛКМ, руб./М² | 100 | 112 | 40 | 80 |
Стоимость подготовки поверхности, руб./М² | 80 | 170 | 170 | 170 |
Стоимость работ понанесению ЛКМ, руб./М² | 220 | 260 | 220 | 220 |
Итого: | 400руб./М² | 542руб./М² | 430 руб./М² | 470 руб./М² |

Приведенная таблица и диаграмма наглядно показывают, что композиция «Магистраль», является наиболее выгодной в сравнении с другими типами противокоррозионных покрытий. А высокая технологичность из-за отсутствия специальной подготовки поверхности позволяет применять ее в полевых условиях.
В завершении статьи отдельно стоит поговорить о надежности и долговечности трубопроводов в ППУ изоляции. Трубопроводы данного типа хорошо зарекомендовали себя в Европейских странах, и получил широкое распространение в России. Благодаря своей конструкции они обладают следующими достоинствами: минимальными тепловыми потерями, низкой стоимостью строительства, долговечностью.
Вместе с тем практика эксплуатации предизолированных труб в России выявила ряд характерных особенностей, которые не позволяющих достигнуть заявляемой производителями долговечности. К таким особенностям относятся: более глубокое промерзание грунта, температурный график регулирования, низкая производственная культура.
Все вышеперечисленное ведет к разрушению пластиковой оболочки трубы и попаданию влаги в пенополиуретановую изоляцию. Учитывая сложности связанные с отключением потребителей от источников тепла и созданием необходимых для ремонта условий на протяжении отопительного периода, эксплуатирующие организаций не могут своевременно провести необходимые ремонтно-восстановительные работы. В это время металлическая труба подвергается ускоренной коррозии, так как она не имеет дополнительно защиты, а взаимодействие влаги и пенополиуретана создает кислотную среду. Результатом ускоренной коррозии становится значительно уменьшение рабочего ресурса тепловой трасы.
Одним из способов повышения надежности и долговечности трубопроводов в ППУ-изоляции, является нанесение на наружную поверхность стальной трубы антикоррозийных покрытий. Данные покрытия препятствуют интенсивному протеканию коррозионных процессов в случае нарушении герметичности внешней оболочки. Такой способ дополнительной защиты не вносит существенных изменений в конструкцию трубы, влекущих за собой серьезное удорожание. Простота нанесения, возможность защиты металлоконструкций больших габаритов и сложной конфигурации, низкая стоимость и хорошая сочетаемость с другими материалами и методами защиты делают его наиболее перспективным.
Антикоррозионные составы для повышения надежности трубопроводов в ППУ-изоляции
Рассматривается возможность повышения надежности и долговечности трубопроводов в ППУ-изоляции путем введения в конструкцию предварительно изолированных труб антикоррозионного грунта на полиуретановой основе.
Причины коррозии труб в ППУ-изоляции
В настоящее время трудно представить существование сетей централизованного теплоснабжения без трубопроводов в пенополиуретановой изоляции. Конструкция «труба в трубе» получает все большее распространение на постсоветском пространстве, причем основные ее достоинства для большинства потребителей бесспорно заключаются в таких показателях, как повышенная долговечность, минимальные тепловые потери, низкие затраты при капитальном строительстве (отсутствие необходимости строительства каналов), эксплуатации и ремонте трубопроводов.
Вместе с тем многие специалисты, работающие в области производства и потребления предизолированных труб, отмечают, что достигнуть большинства показателей, определяющих эффективность применения труб с ППУ-изоляци-ей, можно лишь при обязательном выполнении такого условия, как создание полностью герметичной системы «стальная труба — пенополиуретан -защитная труба-оболочка из полиэтилена».

Фото 1. Образец пенополиуретановой тепловой изоляции (скорлупы) после 1 года эксплуатации теплопровода воздушной прокладки. Причина выхода из строя — низкая теплостойкость применяемой марки пенополиуретана.

Фото 2. Образец монолитной пенополиуретановой тепловой изоляции после 5 лет эксплуатации теплопровода бесканальной прокладки. Причина выхода из строя — разгерметизация трубы-оболочки, увлажнение, возможно, низкое качество компонентов заливочной смеси.
Опыт, накопленный в процессе эксплуатации трубопроводов в ППУ-изоляции, показывает, что несмотря на видимую «безгрешность» конструкции, на практике приходится сталкиваться со случаями нарушения ее герметичности в местах расположения муфт, концевых заглушек, а также при механических повреждениях трубы-оболочки. Анализ статистических данных показывает, что разгерметизация может происходить по следующим причинам:
— применение некондиционных термоусажи-вающихся и заливочных материалов;
— низкое качество монтажа и герметизации трубопроводов;
— недостаточная адгезия пенополиуретана к металлу трубы и полиэтиленовой оболочке (приводящей к увлажнению ППУ-изоляции уже при транспортировке, складировании и хранении труб);
— низкое качество материалов, применяемых для изготовления наружной трубы-оболочки.
Картина будет далеко не полной, если оставить без внимания физико-механические и химические свойства тепловой изоляции из пенополиуретана. Не сгущая краски, следует отметить, что увлажнение теплоизоляционного слоя заметно снижает его прочностные и теплоизоляционные характеристики, а использование (к счастью, в отдельных случаях) для заливки марок пенополиуретанов с низкой термостойкостью приводит к их деструкции в процессе эксплуатации (фото 1, 2) и образованию зазора между тепловой изоляцией и металлом трубопровода. Также, по мнению некоторых зарубежных специалистов, вода, проникающая в ППУ и ионы галогенов (в основном хлора), источником которых могут являться компоненты заливочных смесей (преимущественно полиизоцианаты), представляют собой коррозионно-активную среду.
Таким образом, существует несколько негативных факторов, проявление которых приводит к нарушению герметичности конструкции «труба в трубе», увлажнению (а в отдельных случаях разрушению) тепловой изоляции и созданию всех условий, необходимых для протекания процесса коррозии металла трубопровода. Очевидно, что возникновение и протекание процессов наружной коррозии на участках трубопроводов в ППУ-изоляции будет приводить к значительному сокращению сроков их службы и, как следствие, отсутствию необходимого экономического эффекта, определяющего возможность перехода на данный тип изоляции (необходимый экономический эффект достигается при 25-летнем сроке службы трубопровода в ППУ-изоляции).
Усовершенствования конструкции
Кажущаяся простота производства предизоли-рованных труб и активная заинтересованность западных фирм в продвижении своих технологий на Восток (с сопутствующей «поддержкой» в виде реализации оборудования, сырья и т.п.) за короткое время обеспечили значительный рост объемов производства и потребления труб в ППУ-изоляции. Однако вскоре стало очевидно, что отсутствие требуемого опыта у части производителей предизоли-рованных труб и персонала монтажных организаций, выполняющих работы по их прокладке, в конечном счете приведет к существенному росту удельной повреждаемости и снижению сроков службы теплопроводов в ППУ-изоляции, причем их выход из строя, в первую очередь, будет обуславливаться причинами, рассмотренными в первой части статьи (опыт тех же зарубежных производителей показывает, что для организации производства, отлаживания технологических процессов, поиска и определения надежных поставщиков сырья и, наконец, выпуска продукции высокого качества, требуется не один год — прим. авт.).
Осознавая, что каждый частный случай выхода из строя трубопровода в ППУ-изоляции негативно сказывается на всей сфере их производства и потребления, некоторые производители наряду с выпуском стандартной предизолированной трубы (металлическая труба — пенополиуретановая тепловая изоляция — защитная полиэтиленовая оболочка) предпринимают попытки усовершенствования ее конструкции. Одним из основных изменений, вносимых в конструкцию, является замена трубы из углеродистой стали на трубу из материала, не подверженного коррозии (нержавеющая сталь, полимерный материал, керамика — фото 3, 4). Обоснованность такой замены не ставится под сомнение при производстве предизолирован-ных труб для продуктопроводов химических и добывающих отраслей промышленности, трубопроводов горячего водоснабжения, подверженных интенсивной внутренней коррозии. В тоже время весьма ограниченный ассортимент производимых из нержавеющих сталей и полимерных материалов труб (мелкие и средние диаметры), особенности монтажа и высокая для большинства потребителей стоимость не позволяют надеяться, что данная конструкция в скором времени получит широкое распространение.

Фото 3. Полимерная труба с пенополиуретановой тепловой изоляцией.

Фото 4. Труба из нержавеющей стали с пенополиуретановой тепловой изоляцией.
Сложившаяся на данный момент ситуация подсказывает, что решение проблемы повышения надежности следует искать в области взаимного пе-ресечения интересов как производителей, так и потребителей предизолированныхтруб, а именно:
— повышение надежности конструкции «труба в трубе» должно осуществляться при минимальных дополнительных затратах, не вызывающих значительного удорожания предизолированной трубы;
— технология, предлагаемая для повышения надежности предизолированной трубы, должна быть доступной и легко адаптируемой к существующим процессам и условиям производства труб в ППУ-изоляции;
— технология монтажа предизолированных труб новой конструкции не должна принципиально отличаться от ранее разработанной.
Сформулированные требования и анализ существующих на сегодняшний день технических и финансовых возможностей большинства производителей и потребителей предизолированных труб позволяют предположить, что одним из перспективных вариантов повышения надежности трубопроводов в ППУ-изоляции является применение антикоррозионных лакокрасочных покрытий, наносимых на наружную поверхность стальной трубы и препятствующих интенсивному протеканию коррозионных процессов при нарушении герметичности внешней оболочки. Это объясняется простотой их нанесения, возможностью защиты металлоконструкций больших габаритов и сложной конфигурации, низкой стоимостью и хорошей сочетаемостью с другими методами защиты.
Антикоррозионные покрытия
Известно, что в мировой практике накоплен определенный опыт производства предварительно изолированных труб с антикоррозионными покрытиями, однако имеющиеся сведения носят общий и рекламный характер, что объясняется естественным нежеланием зарубежных производителей делиться сколько-нибудь важной в научно-техническом и коммерческом плане информацией. В связи с этим, по инициативе ряда предприятий-производителей предизолированных труб, в испытательной лаборатории «Трубопроводы и энергооборудование» ОАО «Объединение ВНИПИэнергопром» был выполнен ряд исследований и испытаний, позволяющих оценить возможность производства и применения труб с антикоррозионными покрытиями в ППУ-изоляции.
В качестве материалов покрытия при испытаниях применялись: антикоррозионный состав на полиуретановой основе «Вектор 1025», рекомендованный к применению для защиты трубопроводов тепловых сетей в качестве грунта, и состав «Вектор 1025М» (модифицированный).
При изготовлении образцов, имитирующих индустриальную конструкцию трубопровода с пено-полиуретановой тепловой изоляцией, металлические трубки зачищались от продуктов коррозии металлической щеткой и вручную окрашивались в один слой составами: «Вектор 1025» (партия образцов № 1) и «Вектор 1025М» (партия образцов № 2). Толщина покрытий на металлических трубках составляла 50-60 микрон. Заливка окрашенных металлических трубок композицией для получения жесткой пенополиуретановой теплоизоляции производилась через 24 часа, после полного отверждения покрытий (фото 5). Для изготовления контрольных образцов производилась заливка металлических трубок без покрытия (партия образцов № 3), с поверхности которых наждачной бумагой были полностью удалены продукты коррозии (фото 6).

Фото 5. Образец с антикоррозионным покрытием «Вектор 1025» в ППУ-изоляции, подготовленный для испытаний.
В процессе испытаний определялось влияние антикоррозионных составов на такие показатели теплоизоляционной конструкции как:
— прочность сцепления пенополиуретановой тепловой изоляции с поверхностью трубы, обработанной антикоррозионными составами «Вектор»;
— защитные свойства при возникновении повреждений полиэтиленовой оболочки и разгерметизации муфт на действующем трубопроводе при его эксплуатации в условиях бесканальной прокладки.
Определение прочности сцепления пенополиуретановой тепловой изоляции с поверхностью трубы, обработанной антикоррозионным грунтом-адгезивом. Определение прочности сцепления пенополиуретановой тепловой изоляции с поверхностью трубы проводилось через 10 суток после изготовления образцов и через 180 суток после их хранения в неотапливаемом помещении (с декабря по июнь месяц), в соответствии с ГОСТ 30732 -2001 «Трубы и фасонные изделия стальные с тепловой изоляцией из пенополиуретана в полиэтиленовой оболочке». Результаты испытаний представлены в таблице 1 и на фото 7, 8.
Определение коррозионной стойкости конструкции трубы в ППУ-изоляции с антикоррозионными покрытиями. Для определения коррозионной стойкости конструкции трубы в ППУ-изоляции с антикоррозионными покрытиями была разработана методика стендовых испытаний, согласно которой образцы, представляющие собой модель участка теплопровода в ППУ-изоляции, помещались в ячейки размером 250x250x250 мм, заполненные песчаным грунтом с размером фракций 0,2-0,5 мм (рис. 1). Грунт, окружающий испытываемые образцы, первоначально был увлажнен раствором электролита, содержащего ионы хлора и сульфат-ионы. В течение всего периода испытаний влаго-содержание грунта поддерживалось в пределах 10-12% путем периодического добавления дистиллированной воды. Роль дефектов (повреждений) полиэтиленовой оболочки, обеспечивающих возможность проникновения электролита к поверхности металлических трубок, выполняли неизолированные от внешней среды торцевые части образцов (пенополиуретан).

Фото 6. Образец без антикоррозионного покрытия в ППУ-изоляции, подготовленный для испытаний.

Фото 7. Образец с антикоррозионным покрытием «Вектор 1025М» после проведения испытаний на определение прочности сцепления ППУ-изоляции с поверхностью трубы.

Фото 8. Образец без антикоррозионного покрытия после проведения испытаний на определение прочности сцепления ППУ-изоляции с поверхностью трубы.
Нагрев образцов осуществлялся электронагревателями, находящимися внутри металлических трубок и оснащенными регуляторами напряжения, позволяющими поддерживать заданную температуру испытаний. В процессе проведения испытаний были смоделированы условия эксплуатации теплопровода бесканальной прокладки в ППУ-изоляции при температурном режиме работы тепловой сети в весенне-осенний период. Продолжительность испытаний составила 1500 часов.
Оценка результатов испытаний проводилась с использованием данных, полученных при инструментальном контроле адгезии пенополиуретановой изоляции к поверхности трубы и визуальной оценке состояния поверхности металла и защитного покрытия на каждом из испытываемых образцов (табл. 2).
Таблица 1. Результаты испытаний определения прочности сцепления пенополиуретановой тепловой изоляции с поверхностью трубы.
№ партии образцов | Прочность на сдвиг в осевом направлении (такс), МПа (среднее значение) через 10 суток хранения после заливки | Прочность на сдвиг в осевом направлении (такс), МПа (среднее значение) через 180 суток хранения после заливки |
1 | 0,54 | 0,47 |
2 | 0,61 | 0,57 |
3 | 0,41 | 0,28 |
Выводы
На основании результатов стендовых испытаний образцов в индустриальной ППУ-изоляции с антикоррозионным покрытием установлено, что предварительное окрашивание поверхности труб (перед их заливкой пенополиуретаном) составами «Вектор 1025» или «Вектор 1025М» в один слой позволяет:
1. В процессе длительного хранения труб в ППУ-изоляции обеспечить стабильную адгезию теплоизоляционного слоя к поверхности трубы и исключить протекание коррозионных процессов на концевых участках труб, не имеющих пенополиуретановой изоляции.
2. В процессе эксплуатации трубопроводов в ППУ-изоляции предотвратить развитие коррозионных процессов в случае проникновения агрессивной среды к поверхности металла трубопровода при возникновении механических повреждений защитной полиэтиленовой оболочки и образовании сквозных повреждений трубы (непровар сварного шва, дефекты в металле и т.п.).

Рис. 1. Схема испытательной ячейки с образцом.
1 — ячейка; 2 — песчаный грунт; 3 — полиэтиленовый футляр; 4 — электронагреватель; 5 — металлическая труба; 6 — медные проводники; 7 — пенополиуретан.
Таблица 2. Оценка результатов испытаний при инструментальном контроле адгезии пенополиуретановой изоляции к поверхности трубы и визуальной оценке состояния поверхности металла и защитного покрытия на каждом из испытываемых образцов.
№ партии образцов | Продолжительность стендовых испытаний образцов, контролируемые показатели | ||||||||
На момент начала испытаний | 750 часов испытаний | 1500 часов испытаний | |||||||
Прочность на сдвиг в осевом направлении | Состояние антикоррозионного покрытия | Состояние поверхности металла | Прочность на сдвиг в осевом направлении | Состояние антикоррозионного покрытия | Состояние поверхности металла | Прочность на сдвиг в осевом направлении | Состояние антикоррозионного покрытия | Состояние поверхности металла | |
Партия образцов №1 | 0,47 | Вздутия, трещины и отслоения покрытия отсутствуют | — | 0,62 | Вздутия, трещины и отслоения покрытия отсутствуют | Протекания коррозионных процессов не отмечено** | 0,45 | Вздутия, трещины и отслоения покрытия отсутствуют* | Протекания коррозионных процессов не отмечено** |
Партия образцов №2 | 0,61 | Вздутия, трещины и отслоения покрытия отсутствуют | — | 0,62 | Вздутия, трещины и отслоения покрытия отсутствуют | Протекания коррозионных процессов не отмечено** | 0,61 | Вздутия, трещины и отслоения покрытия отсутствуют* | Протекания коррозионных процессов не отмечено** |
Партия образцов №3 | 0,41 | — | Очистка от оксидов по ГОСТ 9.402-80 до степени 3 | 0,53 | — | Отдельные пятна коррозии | 0,4 | — | Коррозия на 75% площади поверхности образца под слоем пенополиуретана |
* Визуальная оценка состояния антикоррозионного покрытия на образцах производилась после определения адгезионных характеристик пенополиуретановой тепловой изоляции к поверхности металлических трубок (прочность на сдвиг в аксиальном направлении).
** Оценка состояния поверхности металла под антикоррозионным покрытием производилась после удаления покрытия механическим способом
Окраска поверхности труб модифицированной мастикой «Вектор 1025М», содержащей специальные добавки, позволяет:
1. Увеличить прочность сцепления пенополиуретановой тепловой изоляции с поверхностью трубы в два раза по сравнению с неокрашенной металлической поверхностью.
2. Увеличить прочность сцепления пенополиуретановой тепловой изоляции с поверхностью трубы на 50% по сравнению с поверхностью, окрашенной мастикой «Вектор 1025».
3. Сохранять стабильные показатели адгезионных характеристик пенополиуретановой тепловой изоляции к поверхности трубы в процессе ее эксплуатации.
Рекомендации по применению полимерных покрытий
Анализ влияния покрытий «Вектор 1025» и «Вектор 1025М» на защитные и адгезионные свойства конструкции трубопроводов в ППУ-изоляции показывает, что данные покрытия можно применять для увеличения надежности конструкции трубопроводов в ППУ-изоляции.
Однослойные покрытия «Вектор 1025М» и «Вектор 1025» толщиной 50-60 микрон рекомендуется применять:
— для антикоррозионной обработки (окраски) поверхности стальных труб перед их заливкой пенополиуретаном с получением монолитной теплоизоляционной конструкции;
— для антикоррозионной защиты стыков трубопроводов в ППУ-изоляции в полевых условиях перед установкой на них герметизирующих муфт;
— для защиты трубопроводов перед изготовлением на них сборных теплоизоляционных конструкций из пенополиуретановых скорлуп;
— для защиты мест переходов «трубопровод в ППУ-изоляции — трубопровод с другим типом изоляции».
Защита металлоконструкция от атмосферной коррозии
Известный человечеству не одно тысячелетие процесс разрушения металлов под воздействием окружающей воздушной среды принято называть атмосферной коррозией. Атмосферная коррозия – наиболее распространенный вид коррозии, ее проявления настолько многоисленны и разнообразны, что совершенствование методов борьбы с ней не утрачивает своей актуальности.
Механизм и основные факторы атмосферной коррозии металлов
Атмосферной коррозии подвержены все металлоконструкции, эксплуатируемые на открытом воздухе (около 50 % от всего имеющегося металлофонда), а именно: трубопроводы и емкостное оборудование надземного расположения, металлические части строений, опор, мостов, транспортные и погрузочно-разгрузочные средства. Поверхности конструкций при эксплуатации неизбежно подвергаются увлажнению и загрязнению, что является первопричиной возникновения и развития коррозионных процессов.
По механизму протекания данный вид коррозии в большинстве случаев является электрохимическим процессом, за исключением «сухой» коррозии, протекающей по химическому механизму. Электрохимический процесс подразумевает наличие на корродирующей поверхности катодных и анодных участков, а также электролита, роль которого выполняет пленка влаги (толщиной от нескольких молекулярных слоев до одного миллиметра), постоянно присутствующая на поверхности металла. Возникновение гальванических элементов «катод – анод» на основных конструкционных материалах – углеродистых сталях происходит из-за дифференциации их поверхности на участки с различными электродными потенциалами (теория локальных коррозионных элементов).
Причины дифференциации могут быть различны:
- неоднородность структуры металла (в углеродистых сталях присутствуют фазы – феррит и цементит, структурные составляющие – перлит, цементит и феррит, имеющие различные электродные потенциалы);
- наличие на поверхности сталей оксидных пленок, загрязнений, неметаллических включений и т.п.;
- неравномерное распределение окислителя на границе «металл-электролит», например, различные влажность и аэрация на различных участках поверхности металла;
- неравномерность распределения температуры;
- контакт разнородных металлов.
В настоящее время известно более тридцати пяти факторов, влияющих на скорость атмосферной коррозии, основными из которых являются: степень увлажнения металла, состояние поверхности конструкции (пористость, загрязненность), химический состав атмосферы (наличие гигроскопичных и агрессивных продуктов).
По степени увлажнения корродирующей поверхности различают:
мокрую атмосферную коррозию – при относительной влажности воздуха около 100 % и наличии на поверхности металла видимой пленки влаги;
влажную атмосферную коррозию – при относительной влажности воздуха ниже 100 % и наличии на поверхности металла пленки влаги, образующейся в результате капиллярной, адсорбционной или химической конденсации;
сухую атмосферную коррозию – коррозию при относительной влажности воздуха менее 50 % и толщине пленки влаги до 10 нм.

Различие это достаточно условно, т.к. в практических условиях возможен взаимный переход одного типа коррозии в другую. На рис. 1 приведена качественная зависимость скорости атмосферной коррозии металлов от толщины слоя влаги на поверхности корродирующего металла. Загрязнение воздушных сред и, как следствие, поверхности конструкций агрессивными примесями происходит в результате функционирования объектов промышленности, из-за технического несовершенства узлов химического и другого оборудования, негерметичности разъемных соединений, случайных проливов технических жидкостей, разгерметизации коммуникаций, наличия микродефектов в металле и т.п. Загрязнения подразделяют на две группы: органического и неорганического происхождения. Первые попадают на поверхность извне, вторые могут попадать извне и возникать в результате взаимодействия газов, загрязняющих атмосферу (оксиды серы и азота, хлор, хлористый водород и т.д.), с поверхностью металла. Примеси, способные растворяться в воде, активируют электрохимическую реакцию вследствие образования разбавленных кислот и увеличения электропроводности пленок влаги, а малорастворимые, рыхлые, несплошные продукты коррозии создают условия для возникновения и работы макрогальванических пар. Помимо агрессивных газов в атмосфере могут содержаться частицы твердых веществ и аэрозоли солей. Их источниками могут служить разрушающиеся горные породы, солончаковые почвы, приморские зоны, имеющие повышенное содержание хлоридно-сульфатных натриевых солей. Также твердые частицы выделяются при сгорании различного топлива, производстве цемента и удобрений. Частицы переносятся воздушными массами на расстояния до одной тысячи километров и, оседая на поверхности металла, становятся центрами конденсации влаги из воздуха. Практически установлено, что скорость атмосферной коррозии в загрязненной различными газами и твердыми примесями атмосфере в десятки раз выше, чем в чистой.
Методы защиты металлов от атмосферной коррозии
Продление сроков эксплуатации различных металлоконструкций до их морального износа – основная цель решения многовековой проблемы коррозии металлов. Согласно определению термин «коррозия» означает процесс. Этот процесс заключается в физико-химической реакции между металлом и окружающей средой, приводящей к изменениям в свойствах материала и окружающей среды. Результатом процесса является «коррозионный эффект», сокращающий сроки службы металлоконструкций, ухудшающий функциональные характеристики включающих их технических систем и приводящий к увеличению затрат, слагаемыми которых являются не только затраты на стоимость ремонта и замену поврежденных коррозией частей оборудования, но и затраты на возмещение убытков от различных неполадок в результате коррозии (остановок производства или аварий, приводящих к разрушениям или несчастным случаям). Часть этих затрат неизбежна, однако их бесспорно можно значительно сократить за счет лучшего использования и постоянного совершенствования на практике методов защиты, которыми мы сегодня располагаем.
Защита от коррозии в целом представляет комплекс мероприятий, направленных на предотвращение и ингибирование коррозионных процессов, сохранение и поддержание работоспособности узлов и агрегатов машин, оборудования и сооружений в требуемый период эксплуатации. Методы защиты металлоконструкций от коррозии основаны на целенаправленном воздействии, приводящем к полному или частичному снижению активности факторов, способствующих развитию коррозионных процессов, и условно подразделяются на методы воздействия на металл, окружающую среду, а также комбинированные методы. Среди первых наибольшее распространение получили методы нанесения покрытий постоянного действия, консервационных покрытий, легирование, среди вторых – методы полной или частичной герметизации с использованием поглотителей влаги (статическая осушка воздуха, очистка окружающей атмосферы от загрязнений, поддержание определенных температурных режимов). При отсутствии желаемого эффекта от раздельного применения методов воздействия на металл и среду прибегают к комбинированным методам, основанным на комплексном воздействии на металл с помощью защитных покрытий и окружающую среду.
Из применяемых на практике методов защиты от атмосферной коррозии наиболее подробного рассмотрения, как наиболее распространенный и достаточно эффективный, заслуживает метод нанесения защитных лакокрасочных покрытий (далее ЛКП).
Лакокрасочные покрытия: применение для защиты от атмосферной коррозии и причины выхода из строя
В структуре мировых затрат на противокоррозионную защиту на лакокрасочные покрытия приходится около 39 % средств, что в два раза превышает затраты на разработку и производство коррозионно-стойких материалов. Все разновидности ЛКП относятся к группе органических покрытий и представляют собой твердую пленку органических веществ с пигментами и наполнителями, получаемую при высыхании лакокрасочного состава, нанесенного на защищаемую поверхность. Защитные свойства ЛКП зависят от сплошности и плотности пленки, изолирующей поверхность металла от окружающей среды, а также характера взаимодействия покрытия с поверхностью металла. Толщина покрытий может изменяться от десятков до сотен микрометров в зависимости от их назначения.
К основным достоинствам ЛКП следует отнести:
— возможность применения для защиты любых конструкций, независимо от размера, непосредственно на монтажных и строительных площадках;
— простоту и возможность механизации технологического процесса нанесения покрытий;
— покрытия на большинстве металлоконструкций, трубопроводах и оборудовании могут ремонтироваться и восстанавливаться непосредственно в процессе эксплуатации;
— малый расход материала на единицу площади и низкая стоимость по сравнению с другими видами защитных покрытий.
Одним из основных показателей, определяющим эффективность применения того или иного вида покрытия, является его долговечность, а именно: способность покрытия сохранять защитные свойства до предельного состояния при установленной системе технического обслуживания и ремонта. Долговечность покрытия определяется многими факторами, в том числе его физико-механическими и химическими свойствами, степенью подготовки поверхности металла перед окрашиванием, правильным выбором покрытия или системы покрытий для конкретных условий эксплуатации.
Несмотря на определенный прогресс, достигнутый в области производства и применения лакокрасочных материалов и покрытий, случаи их выхода из строя после непродолжительной эксплуатации в условиях открытой атмосферы встречаются достаточно часто. Анализируя имеющие место случаи разрушения покрытий, можно сделать вывод, что их выход из строя (или утрата в значительной степени защитных свойств) может происходить по следующим причинам:
1. Выбор защитного покрытия или системы покрытий осуществляется без учета исполнения, категории размещения, условий эксплуатации, хранения и транспортирования металлоконструкций в части воздействия климатических факторов. Под климатическими факторами понимают температуру, влажность воздуха, солнечное излучение, смену температур, наличие соляного тумана, инея, содержание в воздухе коррозионно-активных веществ.
2. При выборе покрытий для защиты от атмосферной коррозии предпочтение отдается наиболее дешевым (и морально устаревшим) лакокрасочным материалам с изначально заложенными низкими сроками службы, исходя из принципа «все равно придется перекрашивать». В качестве примера можно привести применение материалов на масляной и битумной основе, которые уже через 2-3 года, в результате необратимых изменений на молекулярном уровне (старения), могут полностью утратить свои защитные свойства. При этом наиболее характерными дефектами следует считать растрескивание и шелушение покрытия, образование пузырей, коррозионных пятен и точек коррозии.
Практика ремонта покрытий данного вида ограничивается ликвидацией дефектов путем нанесения слоя того же лакокрасочного материала по старому покрытию (по масляным и битумным покрытиям уже невозможно нанести другие лакокрасочные материалы без полного удаления старого покрытия). Частое перекрашивание или подкрашивание в конечном счете приводит к значительному возрастанию толщины покрытия и увеличению в нем механических напряжений, что обратно приводит к растрескиванию и отслаиванию покрытия. Также необходимо отметить, что частое перекрашивание вызывает выброс в атмосферу лету- чих органических соединений (количество которых прямо пропорционально частоте перекрашиваний), приводящих к загрязнению атмосферы различными примесями.
3. Нарушение технологии производства защитного покрытия. Для любого защитного покрытия, наносимого на поверхность, существует определенный регламент его производства, определяющий степень подготовки поверхности, максимальную и минимальную температуру производства работ, время послойной сушки и многие другие параметры процесса. Отклонение от параметров технологического процесса приводит к значительному снижению защитной способности покрытий и, как следствие, уменьшению сроков их службы.
 Так, например, покрытия из лакокрасочных материалов на основе синтетических смол (эпоксидных, полиэфирных, перхлорвиниловых) обеспечивают надежную и длительную антикоррозионную защиту металла только при строгом соблюдении требований по их применению (обязательная предварительная пескоструйная обработка поверхности металла с последующим обессоливанием и обезжириванием, определенные температурные режимы сушки и т.д.).
Так, например, покрытия из лакокрасочных материалов на основе синтетических смол (эпоксидных, полиэфирных, перхлорвиниловых) обеспечивают надежную и длительную антикоррозионную защиту металла только при строгом соблюдении требований по их применению (обязательная предварительная пескоструйная обработка поверхности металла с последующим обессоливанием и обезжириванием, определенные температурные режимы сушки и т.д.).
Сложный технологический процесс получения вышеуказанных покрытий накладывает существенные ограничения на возможность их широкого применения в полевых условиях (в особенности для защиты крупногабаритных металлоконструкций и трубопроводов), где производителю работ часто приходится сталкиваться с проблемами подготовки защищаемых поверхностей, обеспечения температурно-влажностных режимов при нанесении и сушке покрытий. В результате этого большинство эпоксидных, полиэфирных, перхлорвиниловых материалов применяется преимущественно в стационарных условиях для защиты от атмосферной коррозии лишь отдельных узлов и деталей оборудования.
Перспективы совершенствования лакокрасочных материалов для защиты металлоконструкций от атмосферной коррозии
Несмотря на имеющие место проблемы, возникающие при использовании лакокрасочных покрытий, следует признать, что данный способ был и остается наиболее доступным и экономически оправданным при защите металлоконструкций от атмосферной коррозии. Рассмотрев основные причины выхода лакокрасочных покрытий из строя, становится очевидным, что дальнейшее развитие данного способа для защиты от атмосферной коррозии должно заключаться:
— в разработке долговечных покрытий, которые могут наноситься на металлические поверхности с низкой степенью очистки, что позволит снизить стоимость обработки поверхности и качественно производить работы в полевых условиях;
— в развитии методов прогнозирования и оценки долговечности покрытий, позволяющих в сжатые сроки оценить возможность применения того или иного покрытия для данных условий эксплуатации;
— в повышении квалификации персонала, выполняющего работы по производству и контролю качества антикоррозионных покрытий и оснащении его современными приборами и средствами контроля.
Помимо перечисленных мероприятий значительный интерес представляет проведение климатических испытаний ряда уже имеющихся (и хорошо зарекомендовавших себя) защитных систем и покрытий, разработанных для других сфер производства. Так, многолетние положительные результаты применения мастик «Вектор» для защиты от наружной коррозии трубопроводов тепловых сетей  позволили предположить, что на их основе возможно создание эффективных атмосферостойких покрытий, поскольку свойства мастик предусматривают возможность формирования защитных покрытий на металлических поверхностях с третьей степенью очистки при любой влажности воздуха в широком интервале температур.
позволили предположить, что на их основе возможно создание эффективных атмосферостойких покрытий, поскольку свойства мастик предусматривают возможность формирования защитных покрытий на металлических поверхностях с третьей степенью очистки при любой влажности воздуха в широком интервале температур.
При разработке атмосферостойких покрытий на основе мастик «Вектор», с целью уменьшения расхода материалов и сокращения времени технологического процесса нанесения композиций, была рассмотрена возможность уменьшения количества слоев и толщины покрытия (защитные покрытия для трубопроводов тепловых сетей на основе мастик «Вектор» состоят из 3-4 слоев). При составлении программы испытаний было предусмотрено изучение защитных свойств:
— однослойных грунтовочных покрытий на основе состава «Вектор 1025»;
— безгрунтовочных двухслойных покрытий;
— защитной системы «грунт – покрытие»;
— двухслойных покрытий после проведения технического обслуживания и ремонта.
Стендовые испытания покрытий «Вектор», с целью определения их устойчивости и установления сроков службы в условиях открытой атмосферы умеренного климата, производились НИИ ЛКП (г. Хотьково) в соответствии с ГОСТ 9.401-91 «ЕСЗКС. Покрытия лакокрасочные. Общие требования и методы ускоренных испытаний на стойкость к воздействию климатических факторов». Последовательность перемещения, выдержка образцов в аппаратах и режимы испытаний приведены в табл. Внешний вид покрытий в процессе испытаний оценивался по ГОСТ 9.407-84 «ЕСЗКС. Покрытия лакокрасочные. Методы оценки внешнего вида». Результаты испытаний приведены в табл.

Стендовые испытания покрытий «Вектор», с целью определения их устойчивости и установления сроков службы в условиях открытой атмосферы умеренного климата, производились НИИ ЛКП (г. Хотьково) в соответствии с ГОСТ 9.401-91 «ЕСЗКС. Покрытия лакокрасочные. Общие требования и методы ускоренных испытаний на стойкость к воздействию климатических факторов». Последовательность перемещения, выдержка образцов в аппаратах и режимы испытаний приведены в табл. Внешний вид покрытий в процессе испытаний оценивался по ГОСТ 9.407-84 «ЕСЗКС. Покрытия лакокрасочные. Методы оценки внешнего вида». Результаты испытаний приведены в табл.
Выводы
Разработанные на основе мастик «Вектор» покрытия обладают хорошими защитными свойствами в условиях открытой атмосферы умеренно-холодного климата и позволяют:
— производить работы по окраске металлических поверхностей в полевых условиях в широком интервале значений температур и влажности;
— упростить технологию и снизить затраты при первичном окрашивании металлоконструкций за счет уменьшения трудоемкости при подготовке поверхности;
— увеличить срок службы металлоконструкций при сокращении количества ремонтных окрасок за время эксплуатации изделия.
Золотой прииск теплоснабжения
Наверное, каждый читающий эти строки, проходя зимой по улицам своего города, обращал внимание на следующую природную аномалию- холмики среди белых сугробов с зеленой весенней травкой и греющихся на ней собак. Кажется, поставь над этим местом теплицу и можно круглый год растить помидоры! Но, приглядевшись повнимательней, мы понимаем, что эта аномалия рукотворная и у ней есть название — тепловая камера!
1. Природная аномалия.
Что же это за сооружение? Толковый словарь теплоэнергетики нам сообщает: ««Тепловая камера – заглубленное сооружение, предназначенное для размещения и обслуживания узлов теплопроводов, представляющих места с ответвлениями, секционными задвижками, дренажными устройствами, компенсаторами, неподвижными опорами и опусками труб. Выполняется наиболее часто из монолитного бетона или железобетона и железобетонных конструкций». (1)


| Рис.1 Тепловая камера |
2. Что это такое и почему так?
Из конструкционных особенностей тепловой камеры вытекают и особые условия её эксплуатации: регулярный доступ обслуживающего персонала, резкая смена температурного режима, проникновение грунтовых и стоковых вод.
Подобные факторы приводят к увеличенной скорости коррозии металла труб и инженерного оборудования, ускоренному намоканию тепловой изоляции с дальнейшим разрушением увеличенным тепловым потерям.
И статистические данные подтверждают, что 70% всех дефектов тепловых сетей, вызванных коррозионными процессами, приходится на тепловые камеры.
По самым оптимистичным расчетам, с одного квадратного метра теплопровода потери тепла через разрушенную изоляцию могут достигать 0,001 Гкал/час, что за отопительный сезон составит 5 Гкал. Учитывая, что средняя площадь металлоконструкций в тепловой камере составляет не менее 15… 20 м2 , то в сумме тепловые потери составляют значительную цифру. А подобных сооружений на 1 км трубопровода не менее пяти.
Вот и радуют нас тепловые камеры зелеными лужайками среди лютой зимы, принося своим хозяевам значительные убытки.
3. Кто виноват и что делать?
Настала пора задать эти извечные вопросы и постараться дать на них правильные ответы! Что приводит к ускоренному разрушению тепловой изоляции?
- конструкционные особенности тепловых камер и условия их эксплуатации
- применяемые изоляционные материалы
По поводу первого фактора уже было сказано выше и повторяться не имеет смысла. А вот о втором факторе нужно поговорить поподробнее. Действительно, что применяется для тепловой изоляции?
Традиционный материал – минераловатные маты или фасонные скорлупы из ППУ. Обладая неплохими изолирующими свойствами, данные материалы имеют склонность впитывать и удерживать влагу (гигроскопичность).
Их защита от увлажнения производится либо асбоцементной обмазкой по сетке рабице, либо рулонными материалами (рубероид, лакоткань). Но как показывает практика эксплуатации, влагопроницаемость подобных покрытий довольно высока. Особенно это становится заметно со временем.
Находясь на горячей трубе, влага из теплоизоляции начинает интенсивно испаряться, способствуя запариванию атмосферы тепловой камеры. Причем, ППУ еще и выделяет вещества, способствующие увеличению скорости коррозии металла. Сочетание тепла, влажности и некачественных материалов в итоге и приводит к преждевременному разрушению как тепловой изоляции так и металла труб. (3)
Но, если мы не можем кардинальным образом изменить условия эксплуатации оборудования в тепловой камере и её конструкцию, то можно ли подобрать более эффективные изоляционные материалы с помощью которых можно изготовить:
- Противокоррозионное покрытие, защищающее металл трубы от внешнего воздействия атмосферы тепловой камеры.
- Тепловую изоляцию, максимально снижающую тепловые потери с поверхности трубы.
- Гидроизоляцию, защищающую тепловую изоляцию от намокания и физических воздействий.
Да, можно, такие материалы есть и их грамотное совместное применение дает неплохие результаты! Это широко распространенные антикоррозионные мастики «Вектор» и «Магистраль», ППУ-скорлупы и стеклоткань.
4. Стоит ли игра свеч?
Действительно, сколько будет стоить отремонтировать тепловую камеру с применением вышеуказанных материалов, насколько будут снижены тепловые потери и как быстро окупится ремонт?
Ответы на эти вопросы были даны в ходе реализации пилотного проекта «Технология повышения надежности и снижения энергетических потерь в подземных сооружениях (камерах) тепловых сетей», проводимого Администрацией городского округа Коломна совместно с МУП «Тепло Коломны», НП «Энергоэффективный город» с привлечением специалистов ОАО «ВНИПИэнергопром», МИТХТ им. М.В. Ломоносова, НП «Российское теплоснабжение». (4)


| Рис. 2 Состояние т.к. № 71 до ремонта |
Целью проекта являлось апробация технологии повышения надежности и снижения энергетических потерь в тепловых камерах, путем комплексного применения надежной антикоррозионной защиты, гидроизоляционной защиты поверхности оборудования и высокоэффективных видов теплоизоляционных покрытий. (2)
В качестве обьекта защиты была выбрана тепловая камера № 71 по адресу: ул.Д.Поле,16а от котельной №2 по ул. Астахова, 12. В камере находилось следующее обрудование:
| № | Наименование | Кол-во |
|---|---|---|
| 1 | труба Ø273 | 22,96 м |
| 2 | труба Ø219 | 35,09 м |
| 3 | труба Ø159 | 18,64 м |
| 4 | труба Ø133 | 1,7 м; |
| 5 | труба Ø108 | 0,2 м |
| 6 | труба Ø89 | 0,2 м |
| 7 | труба Ø57 | 0,8 м |
| 8 | отводы Ø273 — | 10шт |
| 9 | отводы Ø219 — | 15 шт |
| 10 | отводы Ø159 — | 9шт |
| 11 | задвижка стальная фланцевая с маховиком Ду200 типа 30с41нж | 1шт |
| 12 | задвижка стальная фланцевая с маховиком Ду200 типа 30ч6бр | 2шт |
| 13 | задвижка стальная фланцевая с маховиком Ду150 типа 30с41нж | 2шт |
| 14 | задвижка стальная фланцевая с маховиком Ду150 типа 30ч6бр | 3шт |
| 15 | задвижка стальная фланцевая с маховиком Ду100 типа 30ч6бр | 1шт |
| 16 | задвижка стальная фланцевая с маховиком Ду80 типа 30ч6бр | 1шт |
| 17 | задвижка стальная фланцевая с маховиком Ду50 типа 30ч6бр | 4шт |
Общая площадь металлических поверхностей составила 53,82 м2. Тепловизионное обследование и расчет тепловых потерь показали, что за отопительный сезон потери тепла в этой камере могут доходить до174,55 Гкал, что в рублях составит 197066,95 руб. ( при стоимости 1 Гкал -1129 руб.)
5. Технология ремонта.
Ремонт проводимый в указанной тепловой камере состоял из следующих этапов:
- Очистка камеры от ила, песка.
- Восстановление дренажей
- Устранение щелей между потолочными плитами
- Антикоррозионная защита металлических поверхностей
- Монтаж теплоизоляции
- Гидроизоляция скорлуп ППУ
- Теплоизоляция инженерного оборудования

| Рис 3. Антикоррозионные мастики «Вектор». |
Могут наноситься на слабоподготовленную (ржавую) поверхность металла. Сохраняют защитные свойства не менее 20 лет
В качестве антикоррозионной защиты металла были применены хорошо известные и широко используемые мастики «Вектор». Их применение позволило сэкономить на подготовке поверхности металла под покраску, т.к. они могут наноситься на слабо подготовленную (ржавую) поверхность. Технология их нанесения допускает применение кисти и валика, что немаловажно в стесненных условиях тепловых камер. Минимальное содержание растворителя в их составе позволило работать без принудительной вентиляции.
Теплоизоляция трубопроводов в тепловой камере ТК № 71 выполнялась пенополиуретановыми скорлупами. Это технологичный, широко распространенный материал, с хорошими изоляционными свойствами. Монтаж и подгонка скорлуп по профилю изгибов труб не составляет труда.
Для предотвращения намокания тепловой изоляции на скорлупах была смонтирована гидроизолияция, состоящая из слоя стеклоткани пропитанного мастиками «Вектор» и «Магистраль».


| Рис.4. Монтаж тепловой изоляции | Рис 5. Гидроизоляция тепловой изоляции |
Мастика «Магистраль» является дальнейшим развитием линейки антикоррозионных материалов, разработанных НПК «КУРС-ОТ». В её составе нет растворителя, поэтому она может применяться в замкнутых пространствах без применения принудительной вентиляции.(5)
Для теплоизоляции задвижек были применены термочехлы. Их отличительная особенность-многоразовость применения. Полотно термочехла оборачивается вокруг корпуса задвижки и закрепляется застежкой-липучкой. При необходимости технического обслуживания задвижки термочехол снимается и надевается вновь по окончанию работ.
Инструментальные замеры по мере монтажа соответствующей теплоизоляции показали снижение температуры поверхности трубопроводов на 24-27 С при начальной температуре 44,2-47,6С и запорной арматуры на 56,7С при начальной температуре 71,2С.
Итого на ремонтные работы было использовано:
| № | Наименование | Кол-во |
|---|---|---|
| 1 | Мастики «Вектор» | 66 кг |
| 2 | Мастика «Магистраль» | 20 кг |
| 3 | Скорлупы ППУ (общ) | 93 м |
| 4 | Термочехлы | 14 шт |
Общая стоимость восстановительно-ремонтных работ по т.к. № 71 составила 108480 руб. Тепловые потери в камере сократились до 16,14 Гкал/год
6. Полученные результаты
Подведем итоги:
| № | Наименование | До ремонта | После ремонта |
|---|---|---|---|
| 1 | Теплопотери | 174,55 Гкал | 16,14 Гкал |
| 2 | Теплопотери в рублях | 197066,95 руб. | 18222,06 руб. |
| 3 | Экономия тепла Гкал\руб. | 158,41Гкал /178843,94 руб. | |
| 4 | Затраты на ремонт | 108480 руб. | |
| 5 | Срок окупаемости вложений | 7,28 месяцев | |
Полученный результат заставит обрадоваться теплоэнергетиков и задуматься возможных спонсоров. Те огромные суммы, которые сейчас просто улетают в воздух, можно будет направить на другие цели. Ремонт тепловых камер с применением указанных материалов можно производить круглогодично, а это дополнительные рабочие места и занятость персонала. Так же экологическая безопасность и безопасность для персонала, осуществляющего работы, вследствие отсутствия в компонентах комбинированных покрытий вредных для окружающей среды и органов дыхания органических растворителей, пожарная безопасность при проведении работ.
Сэкономленные гигакалории можно продать потребителю или снизить потребление топлива и нагрузки на оборудование. Да и такой срок окупаемости вложений не дает ни одна отрасль промышленности, ни финансовые институты.


| Рис.6. Термочехлы на задвижках | Рис. 7. Т.к. № 71 после ремонта. Финишный слой гидроизоляции выполнен мастикой «Магистраль». Материал «Магистраль» не имеет запаха и предназначен для работ в закрытых помещениях |
Вот такой результат правильного применения обычных, хорошо известных материалов!
Вот так при грамотном подходе, тепловая камера превращается из источника затрат в золотой прииск предприятия.
Используемая литература:
- И.В. Стрижевский, М.А.Сурис. Защита подземных теплопроводов от коррозии. Энергоатомиздат, Москва, 1983 г.
- Защита трубопроводов от коррозии в тепловых камерах. Журнал “Новости теплоснабжения”, № 10 (14) октябрь 2001, С. 49 – 54, К.т.н. В.Б. Косачев, А.П. Гулидов, НПК «Вектор»
- Антикоррозионные составы для повышения надежности трубопроводов в ППУ-изоляции А.В.Аушев, В.Б. Косачев, НПК «Вектор» «НТ» № 5 (май); 2003 г.
- Повышение надежности и снижение потерь в тепловых камерах МУП «Тепло Коломны» Н.Б. Герлинский, П.А. Анахов «НТ» № 8 (132) 2011 г.
- Альбом типовых решений по защите тепловых камер. Москва, 2011. НПК «КУРС-ОТ»
«Первое наше преимущество – это адаптированность наших составов к реальной действительности»
Издание «Вестник aрматуростроителя» пообщался с исполнительным директором «ПК «КУРС» — Звонаревым Андреем Александровичем.
Компания «ПК «КУРС» – официальный разработчик и производитель широко известных антикоррозийных покрытий «Вектор» и «Магистраль» с длительным сроком службы (не менее 18‑25 лет в зависимости от условий эксплуатации), в том числе в агрессивных средах. Эти покрытия успешно применяются на трубопроводах, теплотрассах, тепловых камерах, теплоходах, гидросооружениях. За годы работы ими окрашены множество судов речных судоходных компаний, сотни километров трубопроводов, множество промышленных объектов и сооружений в различных регионах страны.
 Среди задач компании не только продажа материалов и организация поставок, но и наблюдение за уже окрашенными объектами. Высококвалифицированные специалисты всегда готовы помочь в реализации разных этапов проекта по антикоррозийной защите. Компания уделяет большое внимание проблеме защиты металлов в целом, принимает активное участие во всероссийских тематических выставках и конференциях. Продукция одобрена и рекомендована к применению на государственном уровне.
Среди задач компании не только продажа материалов и организация поставок, но и наблюдение за уже окрашенными объектами. Высококвалифицированные специалисты всегда готовы помочь в реализации разных этапов проекта по антикоррозийной защите. Компания уделяет большое внимание проблеме защиты металлов в целом, принимает активное участие во всероссийских тематических выставках и конференциях. Продукция одобрена и рекомендована к применению на государственном уровне.
Armtorg: Здравствуйте, Андрей Александрович! Насколько мы знаем, ваша компания предоставляет для сектора арматуростроения то, что защищает трубопроводную арматуру от ржавчины, от выхода из строя под действием внешних факторов. В начале беседы объясните вкратце, что такое лакокрасочные покрытия и чем они важны.
А.З.: Большинство красок – это суспензии или взвеси твердых частиц пигментов и наполнителей в связующем. Как правило, жидкими связующими являются различные смолы (лаки), способные переходить в твердое состояние либо самостоятельно, либо при добавлении отвердителя. При этом на окрашиваемой поверхности создается защитный слой, который и называется лакокрасочным покрытием. Кстати, первый патент на окрасочный состав датируется началом 17 века, и с тех пор появились тысячи красок, этот процесс бесконечен.
Краски постоянно совершенствуются, но абсолютной защиты от коррозии, конечно, предоставить не могут. В советское время разработка и производство антикоррозионных материалов велись для более-менее конкретного потребителя. То есть был четкий заказ, техническое задание. Грамотное ТЗ на разработку было бы и сейчас идеально для лакокрасочников. Но поскольку мы начинали развивать направление антикоррозионной защиты с применением покрытий уже не в советское время, а в постперестроечное, получить ТЗ от потребителя было втройне тяжело.
Первоначально мы работали только с теплоснабжающими организациями. Нужно было разработать антикоррозионный материал для трубопроводов, который мог бы применяться в качестве ремонтного состава непосредственно на трассе, в тепловой камере, во вскрытом канале. Там возможности по подготовке защищаемой поверхности (в первую очередь металлической) очень ограничены. Поэтому первой, изначально поставленной, была задача снизить чувствительность материала к качеству подготовки поверхности. В результате могу сказать, что по сравнению
со многими материалами, с которыми мне приходилось сталкиваться, наш грунтовочный состав «Вектор 1025» действительно нечувствителен к ряду факторов, негативно отражающихся на качестве покрытия. То есть даже после ручного удаления слабо сцепленных продуктов коррозии (конечно, если нет возможности использовать другие способы подготовки) можно окрашивать поверхность металла, и покрытие сохранит свои защитные свойства в течение 10 лет.
Вторая задача – покрытие должно было быть работоспособно при температурах до 150 градусов. Термостойкость
стандартных лакокрасочных покрытий, которые применялись, скажем, в начале 90‑х годов на тепловых сетях, не превышала 80‑100 градусов. Дальше уже деструкция – не то чтобы прямое выгорание, но охрупчивание, потеря механических свойств и, как следствие, защитных. Потом все‑таки ввели норматив, согласно которому лакокрасочные покрытия, применяемые на тепловых сетях, должны выдерживать 150 градусов по Цельсию.
Третьей задачей было обеспечение возможности окрашивания действующих теплопроводов, поскольку во многих регионах России климатические условия не всегда позволяют выполнять ремонтные работы во время отключения тепловых сетей от источников тепла. После того, как мы разработали систему материалов «Вектор», она проходила испытания во многих организациях – Академии коммунального хозяйства им. К. Д. Панфилова, лаборатории ВНИПИэнергопрома, ВНИИСТе, НИИ ЛКП в г. Хотьково. Там же, с небольшой прикидкой на будущее, проверяли линейку окрасочных составов для фасадных газопроводов. Хотя это и холодная труба, но там есть своя специфика. И вот в Хотьково мы получили такой результат: двухслойное покрытие, сохраняющее защитные свойства 18 лет, а после нанесения третьего слоя мы довели срок эксплуатации этой системы до 24 лет. Поверхность была подготовлена до 3 степени очистки в соответствии с ГОСТ 9.402. Эта степень очистки допускает наличие плотно сцепленных продуктов коррозии и окалины на поверхности.
Armtorg: Итак, ваши материалы можно наносить на нагретые поверхности. Среди нашей аудитории есть теплоэнергетические заводы, где арматура работает при температурах выше 150 градусов, вплоть до 500, там лакокрасочное покрытие просто выгорает. Есть ли у вас решение этой проблемы?
А.З.: Пока мы можем гарантировать стойкость до 200 градусов. Думаю, что есть решения и для более высоких температур, и при получении технического задания разработка таких материалов возможна. Но пока мы этим не занимаемся, так как для защиты трубопроводов тепловых сетей (а это наша основная специализация) все‑таки наиболее востребованы покрытия, устойчивые к термовлажностным воздействиям, а не к чисто термическим.
Armtorg: До 200 градусов – какого рода это покрытие?
А.З.: У нас основа – это модифицированная полиуретановая смола, которая сама по себе выдерживает 200 градусов. При введении соответствующего наполнителя, например, алюминиевой пудры, термостойкость повышается.
Есть и другие пути для повышения термостойкости и дальнейшего улучшения каких‑либо свойств.
Одна из наших новых разработок – цинконаполненные окрасочные составы. Посмотрев на большинство составов для холодного цинкования, которые сейчас производятся, и покрытий на их основе, мы подметили ряд недостатков.
Во-первых, это либо чистой воды фальсификация…
Armtorg: Что значит «фальсификация»?
А.З.: Очень просто. В силу корпоративной этики я не буду называть производителей, но вдруг один из них заявляет о начале выпуска окрасочного состава для получения цинконаполненного протекторного покрытия. Протекторное – это значит, что оно защищает по электрохимическому механизму. Стоит у него этот
материал от 150 до 200 рублей. Извините, но такого быть не может. Чтобы покрытие было протекторным, цинк в нем должен содержаться в количестве 90 массовых процентов. То есть в килограмме краски, ориентировочно, должно быть 900 граммов цинка. Но только эти 900 граммов цинка будут стоить 250 рублей, не считая всего остального, в том числе работы. Ребята, что вы производите и чем торгуете? Можно добавить один процент цинка и назвать покрытие цинкосодержащим. Но оно не будет протекторным, не будет играть роль анода. Вот в чем дело. Поэтому, когда я вижу рекламу таких товарищей, то знаю, что это наглый обман и больше ничего. Здесь достаточно базовых знаний по химии.
Мы пошли по пути создания действительно протекторного покрытия. Проводили испытания на металлических образцах, окрашенных штатной краской, не содержащей цинка, и образцах с цинконаполненной краской. На покрытиях образцов были созданы искусственные механические дефекты, сами образцы помещены в агрессивную среду, имитирующую морскую воду. Коррозия в районе дефектов на первой партии образцов появляется на вторые сутки, на другой ее просто нет. Вот такой экспресс-тест на качество покрытий.
Armtorg: А что вы скажете о нанесении цинка другими способами?
А.З.: Это может быть горячее цинкование, термодиффузионное цинкование, напыление цинка. Недешевые процессы, хотя при соблюдении технологии результаты дают неплохие.
Armtorg: А если сравнивать с вашими покрытиями?
А.З.: По защитным свойствам наши цинксодержащие покрытия не уступают покрытиям, полученным путем горячего цинкования. Сейчас изучаем возможность их применения для ликвидации дефектов цинковых покрытий на различных конструкциях в процессе их эксплуатации.
Armtorg: Многие потребители красят арматуру красками европейских производителей. Я так понимаю, это обычные промышленные краски? В чем преимущество ваших покрытий перед обычными?
А.З.: Если изначально все западные производители шли на наш рынок с серьезными технологиями антикоррозионной защиты, требующими соблюдения массы технологических параметров, то потом они потихоньку начали ломаться перед российской действительностью. Я это понял, когда сравнил рекламные листки на один и тот же материал одной и той же западной фирмы. Так вот, в рекламном листке середины девяностых годов подготовка поверхности под окрашивание требовала дробеструйной обработки, а в рекламном листке начала двухтысячных уже говорилось, что можно красить и по ржавчине. По всей видимости, они вынуждены упрощать подход, чтобы сохранить рынок.
Так вот, первое наше преимущество – это адаптированность наших составов к реальной действительности. Технические особенности производства, эксплуатации и ремонта, во всяком случае, трубопроводов тепловых сетей, нам известны не понаслышке.
Есть еще такой вопрос, как ремонтопригодность краски. Покрасили чем‑то импортным, а при транспортировке про-
волокли по асфальту – у нас мужики простые. Чем ремонтировать? Либо «родным» материалом, либо искать альтернативу. Наша грунтовка позволяет решить этот вопрос. Можно разрабатывать какие‑то эконом-варианты с применением штатных промышленных красок, но с более широким набором колеров. Это та же ПФ-115, пентафталевая эмаль, на мой взгляд, недооцененная. Кстати, срок службы у нее увеличивается минимум в 2‑3 раза, когда ее наносят на наш грунт. Это уже проверили газовщики на фасадных газопроводах. Просто покрасили ПФ по, условно говоря, неподготовленной трубе. Пыль смели и покрасили в два слоя. Проходит три года, изнутри начинают идти ржавые пятна, краска теряет декоративные качества, а чуть позже – и защитные. Так вот, если нанести слой ПФ на один слой нашего грунта, что с успехом делают в «Мосгазе», то порядка 15 лет эта система будет прекрасно защищать газопровод. Подумайте, вы сэкономите не только на краске, но и на труде рабочего. Большая разница – перекрашивать раз в 5 лет или раз в 15! Проведение грамотных экономических расчетов помогает осознать, где необходимо высококачественное покрытие, а где нужны совсем простые, дешевые варианты.
Возвращаясь к импорту, можно копнуть глубже – внимательно ознакомиться, помимо рекламы, с их технологической документацией. Например, одни серьезные европейцы в колористических характеристиках конкретного материала четко заявляют цвет по RAL, но предупреждают, что вообще‑то в зависимости от применяемого сырья он может меняться, и считают это нормальным. Еще внимательнее читая документацию этиx производителей, мы понимаем, что они совершенно не святые и не гении.
Российская химия может на 95 % обеспечить страну сырьем для производства промышленных красок, да еще экспор-
тировать в другие страны в хорошем объеме (декоративные краски все‑таки составляют исключение). Сейчас ведь есть, если я не ошибаюсь, программа развития химической промышленности до 2030 года. Действительно, нам надо поднимать высокотехнологичное производство. Ряд разработок для специальных областей был сделан еще в советское время – они могут быть востребованы. Но определенные обстоятельства не позволяют эти материалы применять более широко.
Armtorg: Почему же все считают, что зарубежное лучше? Может, высокие технологии?
А.З.: Я не думаю, что дело в этом. Скорее, их продукция просто в большей степени обложена «бумагами», нуж-
ными и ненужными, получение которых в Европе давно идет по накатанной, поставлено на поток. Для России, по договоренности, они легитимны, то есть их материалы у нас техническую проверку не проходят – мы должны верить бумаге. Вот наши потребители и верят…
К примеру, у нас очень хорошие результаты по защите корпусов судов. «Севмаш» проверял наши материалы «Век-
тор» и «Магистраль», мы получили хороший отзыв. Дойдя на стенде до 12 лет условной эксплуатации, покрытия
сохранили 80 % защитного ресурса, а испытания прекращаются при остаточных 60 % ресурса покрытия. Уже по-
нятно, что получен хороший результат, но… в гражданском судостроении эти результаты могут и не браться в зачет. Объясняют это тем, что в военном строительстве своя приемка, свои методики испытаний.
В то же время в России закрыли ряд лабораторий, которые могли бы тестировать покрытия на возможность их применения для защиты того или иного элемента гражданского судна. В том числе и арматуры, которой там много. Теперь же для испытания покрытий, например, для балластных танков, надо ехать в Норвегию или Нидерланды, то есть прогибаться под Регистр Ллойда (кстати формально – добровольную ассоциацию). Хочешь, чтобы эти танки красили твоей краской – съезди, вложи кучу денег, собери кучу бумажек. Очень эффективный способ «отсекания» российских конкурентов. Поэтому рынок судостроения достаточно серьезно занят импортом. Конечно, Петербург что‑то пытается делать, выпускает свои материалы, но в большинстве своем в проекты заложены импортные материалы.
Armtorg: Значит, судостроение в России сильно зависит от импорта?
А.З.: Про судостроение в целом сказать не могу, но в той его части, что связана с применением защитных покрытий, в особенности для морских судов – да.
Armtorg: Как известно, создана программа развития флота, компания «Газпром флот», которая будет заниматься транспортировкой СПГ. А вы способны поддерживать такие программы?
А.З.: Почему бы и нет, в особенности при наличии долгосрочных контрактов и целевых инвестиций. Определенные задачи мы можем решать уже и сейчас, причем самостоятельно. Например, в настоящее время проходят испытания защитной системы покрытий «Вектор» для специальных морских контейнеров. Кстати, в судостроении цинконаполненные материалы типа композиции «Вектор 1530» с протекторными свойствами применяют как в системах покрытий, так и в качестве консервационной грунтовки.
Armtorg: Каковы масштабы вашей компании?
А.З.: Производственное подразделение предприятия находится за пределами Москвы, во Владимирской области. Там у компании своя земля, свои цеховые помещения, лаборатория. Производство признано в том числе и Речным регистром, была приемка, приезжали инспектора. Штат менеджеров находится в обособленном подразделении в Москве. Отгрузку продукции можем производить как непосредственно с производства, так и с московского склада.
Armtorg: Насколько велика ваша зависимость от импортных комплектующих или оборудования?
А.З.: По оборудованию ее просто нет. Например, скоро мы будем тестировать диссольвер с улучшенной конструкцией, изготовленный по совместному проекту с одной из отечественных компаний, производящей оборудование для химической, пищевой, фармацевтической промышленности. Там очень хорошие специалисты, есть с кем конструктивно работать. Недаром заказов у них хватает, а значит, потребители поняли, что внешний вид оборудования – это, конечно, здорово, но если можно получить оборудование, обеспечивающее как минимум то же качество продукции, но в два раза дешевле, то почему бы не заказать у своих?
Зависимость от импортного сырья постоянно снижается (порядка 35 % в 2000 году и 15 % в 2015 году соответственно), при этом мы никоим образом не ориентированы на западные рынки и работаем по некоторым комплектующим с поставщиками из Юго-Восточной Азии. Добавлю, что некоторые из этих комплектующих производятся и в России, однако у поставщиков из Азии более дружелюбная ценовая политика, причем не в ущерб качеству.
Armtorg: Какой гарантийный срок вы даете на свое покрытие?
А.З.: По заключению АКХ им. Панфилова, при эксплуатации подземных трубопроводов – я это подчеркиваю – 15 лет при нанесении покрытия в цеховых условиях. Средняя температура при этом может составлять 120 градусов, хотя там есть специальная методика: испытывается и при 150 градусах, учитываются сезонные циклы. При нанесении в трассовых условиях срок эксплуатации составляет минимум 10 лет. Я видел, как после 13 лет эксплуатации
вскрывали трассу в Коломне. Вскрыли, поскольку система разрастается, надо увеличивать диаметры, идет реконструкция, но все оборудование живое-здоровое. В Иркутске была программа по защите тепловых камер и, соответственно, арматуры, которая там установлена. Там прошло 8 лет с момента нанесения покрытия до того, как я произвел осмотр. Сверху на трубе лежит нарост грязи, убираешь его, протираешь – покрытие идеальное. А температура зимой там достигала, я думаю, 120‑130 градусов.
Armtorg: Кроме арматуры ваши покрытия используются и для компенсаторов, я так понимаю?
А.З.: Да, петербургский завод «Компенсатор» у нас берет материалы. Их оборудование выполняется из нержавеющей стали AISI 321, кажется, в свое время она называлась пищевой нержавейкой и была самой распространенной. Они уже не первый год окрашивают компенсаторы нашими красками. Испытания проводит петербургский институт, который, слава Богу, жив и сохранил свою испытательную базу. В частности, «Компенсатор» приобретает один из наших материалов, которой называется «Магистраль», не содержащий в своем составе растворителей и летучих органических соединений. У этого материала 98‑процентный сухой остаток. Килограмм нанесли – килограмм и остался на изделии.
Поясню: есть ряд материалов с низким сухим остатком. Конкретные марки называть не буду. Все дело в летучих органических соединениях (ЛОС), растворителях, которые вводятся, чтобы краска была менее вязкой. Вот представьте: в краске 50 % растворителя. Вы приобретаете килограмм краски. Нанесли ее, получили в итоге полкилограмма покрытия. У «Векторов» сухой остаток 75 %. По результатам испытаний немецкого университета признано, что наши материалы соответствуют всем европейским стандартам с точки зрения экологичности и защитных свойств. А у «Магистрали» при фактическом сухом остатке 98 % еще и запаховый эффект отсутствует напрочь. Мы боремся за повышение сухого остатка и снижение содержания растворителей. Когда мне говорят, не хотим ли мы поучаствовать в программе энергосбережения, то мы отвечаем, что уже участвуем. Например, если снизить содержание органического растворителя в краске с 25 до 15 процентов, то получится, что на 10 процентов снижается его выброс в атмосферу, плюс экономятся те же 10 процентов высококалорийного углеводорода, который можно использовать в качестве топлива. Это ли не энергосбережение – создание материала с пониженным содержанием растворителя?
Кстати, мы никогда не применяем такие токсичные растворители, как толуол или циклогексанол. Сейчас пытаемся
перейти на один из незаслуженно игнорируемых растворителей, который имеет очень высокие показатели предельно
допустимой концентрации. Это направление, которое очень важно развивать для производства покрытий в цеху, «под крышей». На трассе, на свежем воздухе, попроще. А в цехах надо делать системы вентиляции, регенерации,
утилизации, противопожарные.
Armtorg: Какие у компании планы на 2016 год?
А.З.: Обязательно внедрить протекторное цинксодержащее покрытие. Первая прикидка – возможно, это будут
покрытия на опорах ЛЭП. Уже провели испытания на его совместимость с порошковой краской на одном предприятии – производителе шаровых кранов. Следующие направления – это разработка покрытий для защиты бетонных поверхностей и создание новых материалов с ультранизким содержанием растворителей.
Кроме того, насколько будут позволять финансы, будем модернизировать нашу матчасть. Возможно, построим на принадлежащей нам территории еще помещение для склада, чтобы иметь резервные запасы сырья и готовой продукции для нивелирования скачков спроса.
Очень хотелось бы возродить цепочку взаимодействия с потребителями, которые будут обозначать свои требования и доносить их до разработчиков. Тут есть такой момент: некоторые начинают просить деньги на разработку. Но я считаю, что для предварительных прикидок разработчик должен находить внутренние резервы. Не так сложно сделать партию в 10 образцов, чтобы предъявить их заказчику, выяснить, на правильном ли вы пути, а потом дорабатывать. Пока у нас эта цепочка не заработает, никакого прорыва не будет.
«Вестник aрматуростроителя» 2016
Труба под надежной защитойВ последнее время в сетях центрального теплоснабжения увеличивается составляющая трубопроводов в пенополиуретановой изоляции. Данный тип конструкции хорошо зарекомендовал себя в Европе и обладает рядом достоинств: минимальные тепловые потери, низкие затраты при эксплуатации.
Вместе с тем практика эксплуатации предизолированных труб в условиях нашей страны выявила ряд характерных недостатков, которые не позволяют достигнуть большинства показателей, определяющих эффективность применения труб с ППУ изоляцией, и влекут за собой сокращение срока службы теплосетей данного типа (а необходимый экономический эффект достигается при 25-летнем сроке службы трубопровода в пенополиуретановой изоляции). К таким недостаткам относятся: применение некондиционных термоусаживающихся и заливочных материалов, низкое качество монтажа и герметизации трубопроводов, недостаточная адгезия пенополиуретана к металлу трубы и полиэтиленовой оболочке.
В процессе эксплуатации, особенно в отопительный период, не всегда есть возможность своевременного проведения ремонтно-профилактических работ в случае срабатывания системы оперативно-дистанционного контроля (ОДК), выявляющей намокание изоляции. За время ожидания ремонта происходит распространение участка намокания вдоль трубы, влекущее за собой ускоренную коррозию металлических конструкций, связанную с тем, что во влаге растворяются коррозионноагрессивные вещества.
Возникает вопрос о повышении надежности трубопроводов в ППУ изоляции без внесения существенных изменений в их конструкцию, влекущих за собой серьезное удорожание трубы. Одним из наиболее перспективных вариантов решения данной проблемы стало применение антикоррозионных лакокрасочных покрытий, наносимых на наружную поверхность стальной трубы и препятствующих интенсивному протеканию коррозионных процессов при нарушении герметичности внешней оболочки.
Это объясняется простотой их нанесения, возможностью защиты металлоконструкций больших габаритов и сложной конфигурации, низкой стоимостью и хорошей сочетаемостью с другими методами защиты.
Начиная с 2008 г. Научно-производственная компания «Курс-ОТ» совместно с ОАО «Объединение ВНИПИэнергопром» проводят исследования и испытания, позволяющие оценить возможность производства и применения труб с антикоррозионными покрытиями и в ППУ-изоляции. В качестве материалов покрытий при испытаниях применялись: антикоррозионные составы на полиуретановой основе, рекомендованные к применению для защиты трубопроводов тепловых сетей (РД 153-34.0-20.518-2003), и экологически чистая (не содержащая растворителей) противокоррозионная композиция, проходящая испытания в АХК им. К.Д. Панфилова на применение в тепловых сетях.
Изготовленные образцы труб с антикоррозионными покрытиями в ППУ-изоляции подверглись испытаниям, моделирующим условия эксплуатации теплопровода бесканальной прокладки в ППУ изоляции при температурном режиме работы тепловой сети в весенне-осенний период. Оценка результатов испытаний проводилась с использованием данных, полученных при инструментальном контроле адгезии пенополиуретановой изоляции к поверхности трубы и визуальной оценке состояния поверхности металла и защитного покрытия на каждом из испытуемых образцов.
На основании результатов испытаний образцов в индустриальной ППУ-изоляции с антикоррозионным покрытием установлено, что предварительное окрашивание поверхности труб (перед их заливкой пенополиуретаном) антикоррозионными составами позволяет:
1. В процессе длительного хранения труб в ППУ изоляции обеспечить стабильную адгезию теплоизоляционного слоя к поверхности трубы и исключить протекание коррозионных процессов на концевых участках труб, не имеющих пенополиуретановой изоляции.
2. В процессе эксплуатации трубопроводов в ППУ изоляции предотвратить развитие коррозионных процессов в случае проникновения агрессивной среды к поверхности металла трубопровода при возникновении механических повреждений защитной полиэтиленовой оболочки и образовании сквозных повреждений трубы (непровар сварного шва, дефекты в металле и т.п.).
3. Увеличить прочность сцепления пенополиуретановой тепловой изоляции с поверхностью трубы в два раза по сравнению с неокрашенной металлической поверхностью.
Это позволяет говорить о появлении недорогого, технологичного способа повышения надежности трубопроводов в ППУ изоляции.
Защита тепловых камер
Наверное, каждый читающий эти строки, проходя зимой по улицам своего города, обращал внимание на следующую природную аномалию — холмики среди белых сугробов с зеленой весенней травкой и греющихся на ней собак. Кажется, поставь над этим местом теплицу и можно круглый год растить помидоры! Но, приглядевшись повнимательней, мы понимаем, что эта аномалия рукотворная и у ней есть название — тепловая камера!
Данные статистики говорят о том, что потребители остаются без отопления чаще всего «благодаря» авариям в тепловых камерах. Поскольку собранная статистика показывает, что более 70% коррозионных дефектов приходится на участки с суммарной протяженностью менее 10% от общей протяженности тепловых сетей, а именно на трубные коммуникации и арматуру, расположенные в тепловых камерах, смотровых колодцах, а также на прилегающих к ним участках теплопроводов.
Почему именно ТК наиболее подвержены коррозионным разрушениям? Попытаемся выяснить причину этого, непонятного на первый взгляд, явления.
Сначала ответим на простой вопрос, что же это за сооружение? Толковый словарь теплоэнергетики нам сообщает: ««Тепловая камера– заглубленное сооружение, предназначенное для размещения и обслуживания узлов теплопроводов, представляющих места с ответвлениями, секционными задвижками, дренажными устройствами, компенсаторами, неподвижными опорами и опусками труб. Выполняется наиболее часто из монолитного бетона или железобетона и железобетонных конструкций».
Из конструкционных особенностей тепловой камеры вытекают и особые условия её эксплуатации:регулярный доступ обслуживающего персонала, резкая смена температурного режима, проникновение грунтовых и стоковых вод.
Подобные факторы приводят к увеличенной скорости коррозии металла труб и инженерного оборудования, ускоренному намоканию тепловой изоляции с дальнейшим разрушением увеличенным тепловым потерям.
В теории изоляционная конструкция трубопровода должна состоять из четырех функциональных слоев:
— антикоррозионного покрытия,
— теплоизоляционного слоя с армирующими и крепежными деталями,
— гидроизоляционного слоя,
— покровного защитно-механического слоя.
Отсутствие устойчивого антикоррозионного и гидроизоляционного покрытия на трубопроводах тепловых сетей приводит к быстрому развитию коррозионных процессов в тепловых камерах. Следовательно, чтобы предотвратить быстрое разрушение труб тепловых сетей, а так же других конструкций ТК следует обеспечить возможность постоянного мониторинга коррозионной обстановки и проведения, при необходимости, соответствующих защитных или восстановительных мероприятий. В данной ситуации наиболее целесообразно применение средств, материалов и технологий, не требующих значительных вложений материальных и трудовых ресурсов. Таким требованиям отвечают технологии защиты и ремонта с получением лакокрасочных и полимерных покрытий.
Вопросы защиты от наружной коррозии конструкционных элементов трубопроводов подробно рассмотрены в РД 153-34.0-20.518-2003 «Типовая инструкция по защите трубопроводов тепловых сетей от наружной коррозии». Данный документ рекомендует к применению на тепловых сетях ряд антикоррозионных покрытий, при соблюдении технологии нанесения которых обеспечивается расчетный срок службы трубопровода.
Для того, чтобы привлечь внимание к решению вопроса об антикоррозионной защите тепловых камер, следует упомянуть об экономической эффективности данного мероприятия. Ориентировочные расходы на ликвидацию аварии в одной тепловой камере могут составить около 120 тысяч рублей. Эта сумма состоит из затрат на транспорт, материалы, восстановительные работы и т.п. В свою очередь затраты на своевременную антикоррозионную защиту металлоконструкций той же тепловой камеры в среднем составляют 60-55 тысяч рублей. В результате элементарного арифметического подсчета мы видим, что «ухоженная» ТК обходится на 60-65 тысяч рублей дешевле, чем ее брошенная «соседка». Остается только умножить полученный доход на количество тепловых камер, не имеющих антикоррозионной защиты. В одной только Москве таких ТК более двух тысяч.
Таким образом, на данный момент имеются все предпосылки для того, чтобы подача тепла в наши дома по причине аварий в ТК не прекращалась. Поэтому хочется еще раз обратиться к тем, от кого зависит безаварийная работа тепловых сетей: посмотрите в камеру! Тепловые камеры ждут Вашей защиты! Надежной, долговечной защиты от коррозии. И тогда даже в самые морозные зимы в наших домах будет тепло.
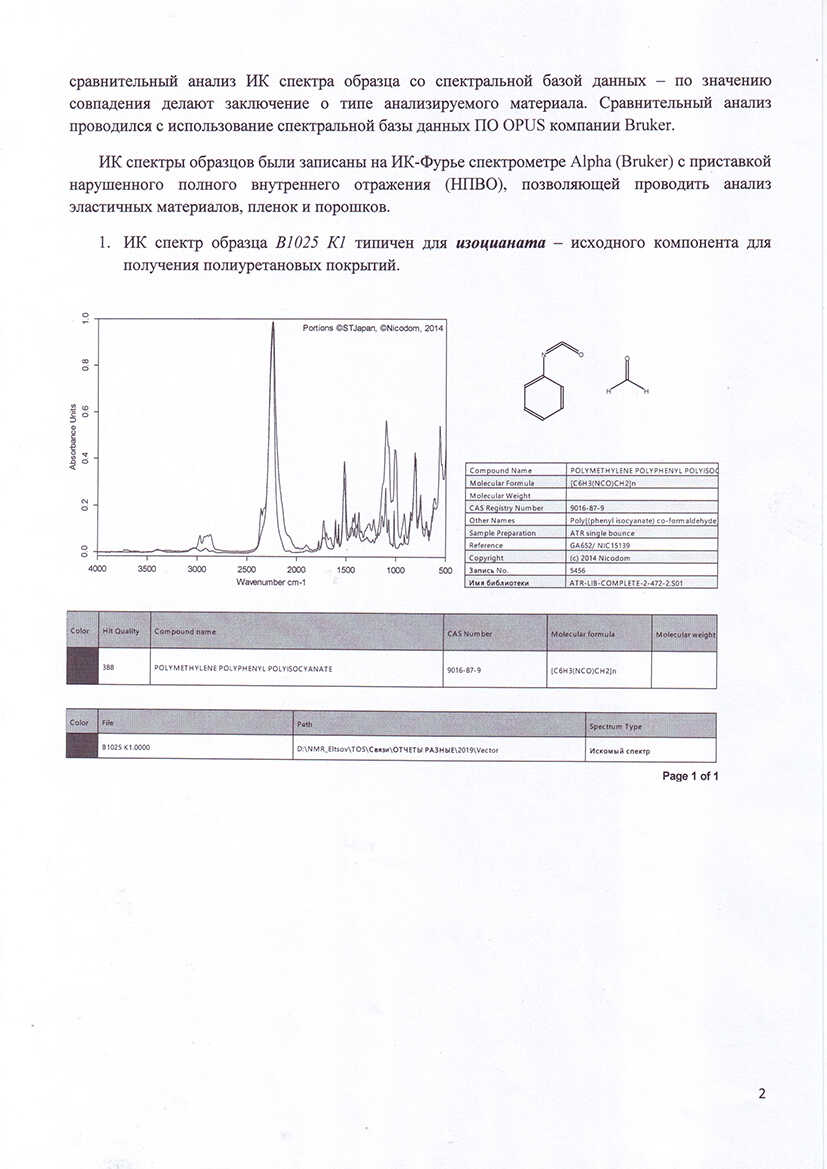
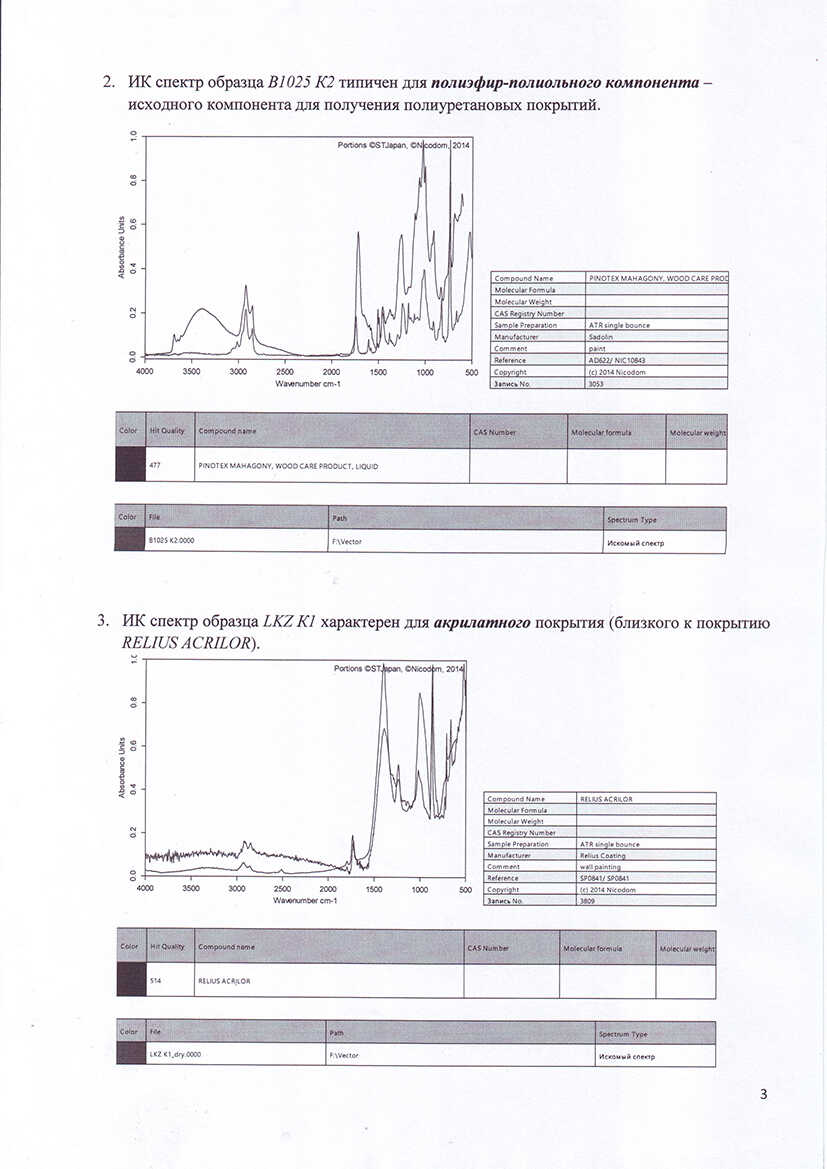


Защита металлических конструкций тепловых сетей от коррозии одна из главных проблем системы центрального теплоснабжения. Тяжелые условия эксплуатации, такие как высокая температура, влажность, присутствие агрессивной среды способствуют ускоренному протеканию процесса коррозии. Так как же защитить тепловые сети от воздействия перечисленных факторов? Одним из наиболее эффективных и наименее затратных способов защиты, является окрашивание поверхности метала специальными противокоррозионными лакокрасочными материалами.
Использование рекомендованных для защиты поверхностей трубопроводов и оборудования теплосетей лакокрасочных материалов позволяет: продлить срок эксплуатации тепловых сетей до регламентированных 25 лет, уменьшить число не штатных ситуаций и сэкономить финансовые средства.
Рассмотрим экономическую целесообразность указанного способа защиты от наружной коррозии на примере трубопровода Ду 219 мм, с толщиной стенки 8 мм. Данный трубопровод покрывается противокоррозионной композицией «Магистраль» разработанной ООО НПК «КУРС-ОТ».( композиция «Магистраль» не содержит растворителя, что соответствует требованиям по охране труда, окружающей среды, пожарной безопасности, и обеспечивает срок службы теплопровода 25 лет при нормативных условиях эксплуатации ). В приведенной ниже таблице содержатся цифры для расчета стоимости прокладки одного погонного километра тепловой сети Ду 219 мм в двухтрубном исполнении с применением противокоррозионной защиты и без нее.
| Труба 219 ( 8 мм с обработкой композицией «Магистраль») | Труба 219 ( 8 мм без антикоррозийной обработки) |
Стоимость погонного километра трубы | 1 250 000 руб. | 1 250 000 руб. |
Стоимость обработки композицией «Магистраль» одного погонного километра трубы | 260 000 руб. | — |
Стоимость перекладки одного погонного километра трубопровода (без стоимости трубы) | 5 200 000 руб. | 5 200 000 руб. |
Срок службы трубопровода | 25 лет (по данным испытаний) | 12 лет (по расчетным данным скорости коррозии) |
Итоговая стоимость одного погонного километра трубопровода в двухтрубном исчислении. | 8 220 000 руб. | 7 700 000 руб. |
Учитывая данные, приведенные в таблице, разницу в сроке эксплуатации трубопроводов и стоимость перекладки, получим следующую экономическую выгоду от продления срока службы трубопровода:
Выгода = ( E + f )*k где:
E – нормативный коэффициент отчислений = 0,12
f — коэффициент амортизации = 0,075
k – стоимость ремонта одного погонного километра трубопровода = 7 700 000 руб/км
Выгода (ежегодная) = (0,12 +0,075)*7 700 000 = 1 501 500 руб/км
Выгода (общая) = (0,12+0,075)*7 700 000*13 = 19 519 500 руб/км
Приведенный пример наглядно показывает, что противокоррозионная защита поверхности трубопроводов тепловых сетей при помощи композиции «Магистраль» позволяет экономить до 250% от стоимости нового трубопровода.
Проведем экономическое сравнение лакокрасочных материалов, рекомендованных для противокоррозионной защиты поверхностей трубопроводов и оборудования теплосетей. В расчетах будем оперировать на данными о расходах материалов, толщинах покрытий и необходимой степени подготовки защищаемой поверхности , обеспечивающих требуемую коррозионную стойкость. Расчет стоимости нанесения покрытия на один квадратный метр поверхности осуществляется по следующему алгоритму:
C = А + Б + В
- А — стоимость ЛКМ, необходимого для создания защитной пленки заданной толщины на одном квадратном метре защищаемой поверхности.
- Б — стоимость подготовки одного квадратного метра защищаемой поверхности, соответствующей данному ЛКМ.
- В — стоимость работ по нанесению необходимого количества слоев, данного ЛКМ на один квадратный метр защищаемой поверхности.
- С – суммарная стоимость затрат.
Статья расхода
| Композиция | Органосиликатное покрытие | Эпоксидное покрытие | Кремнийорганическое покрытие |
Стоимость ЛКМ, руб./М² | 100 | 112 | 40 | 80 |
Стоимость подготовки поверхности, руб./М² | 80 | 170 | 170 | 170 |
Стоимость работ понанесению ЛКМ, руб./М² | 220 | 260 | 220 | 220 |
Итого: | 400руб./М² | 542руб./М² | 430 руб./М² | 470 руб./М² |
Приведенная таблица и диаграмма наглядно показывают, что композиция «Магистраль», является наиболее выгодной в сравнении с другими типами противокоррозионных покрытий. А высокая технологичность из-за отсутствия специальной подготовки поверхности позволяет применять ее в полевых условиях.
В завершении статьи отдельно стоит поговорить о надежности и долговечности трубопроводов в ППУ изоляции. Трубопроводы данного типа хорошо зарекомендовали себя в Европейских странах, и получил широкое распространение в России. Благодаря своей конструкции они обладают следующими достоинствами: минимальными тепловыми потерями, низкой стоимостью строительства, долговечностью.
Вместе с тем практика эксплуатации предизолированных труб в России выявила ряд характерных особенностей, которые не позволяющих достигнуть заявляемой производителями долговечности. К таким особенностям относятся: более глубокое промерзание грунта, температурный график регулирования, низкая производственная культура.
Все вышеперечисленное ведет к разрушению пластиковой оболочки трубы и попаданию влаги в пенополиуретановую изоляцию. Учитывая сложности связанные с отключением потребителей от источников тепла и созданием необходимых для ремонта условий на протяжении отопительного периода, эксплуатирующие организаций не могут своевременно провести необходимые ремонтно-восстановительные работы. В это время металлическая труба подвергается ускоренной коррозии, так как она не имеет дополнительно защиты, а взаимодействие влаги и пенополиуретана создает кислотную среду. Результатом ускоренной коррозии становится значительно уменьшение рабочего ресурса тепловой трасы.
Одним из способов повышения надежности и долговечности трубопроводов в ППУ-изоляции, является нанесение на наружную поверхность стальной трубы антикоррозийных покрытий. Данные покрытия препятствуют интенсивному протеканию коррозионных процессов в случае нарушении герметичности внешней оболочки. Такой способ дополнительной защиты не вносит существенных изменений в конструкцию трубы, влекущих за собой серьезное удорожание. Простота нанесения, возможность защиты металлоконструкций больших габаритов и сложной конфигурации, низкая стоимость и хорошая сочетаемость с другими материалами и методами защиты делают его наиболее перспективным.
Рассматривается возможность повышения надежности и долговечности трубопроводов в ППУ-изоляции путем введения в конструкцию предварительно изолированных труб антикоррозионного грунта на полиуретановой основе.
Причины коррозии труб в ППУ-изоляции
В настоящее время трудно представить существование сетей централизованного теплоснабжения без трубопроводов в пенополиуретановой изоляции. Конструкция «труба в трубе» получает все большее распространение на постсоветском пространстве, причем основные ее достоинства для большинства потребителей бесспорно заключаются в таких показателях, как повышенная долговечность, минимальные тепловые потери, низкие затраты при капитальном строительстве (отсутствие необходимости строительства каналов), эксплуатации и ремонте трубопроводов.
Вместе с тем многие специалисты, работающие в области производства и потребления предизолированных труб, отмечают, что достигнуть большинства показателей, определяющих эффективность применения труб с ППУ-изоляци-ей, можно лишь при обязательном выполнении такого условия, как создание полностью герметичной системы «стальная труба — пенополиуретан -защитная труба-оболочка из полиэтилена».
Фото 1. Образец пенополиуретановой тепловой изоляции (скорлупы) после 1 года эксплуатации теплопровода воздушной прокладки. Причина выхода из строя — низкая теплостойкость применяемой марки пенополиуретана.
Фото 2. Образец монолитной пенополиуретановой тепловой изоляции после 5 лет эксплуатации теплопровода бесканальной прокладки. Причина выхода из строя — разгерметизация трубы-оболочки, увлажнение, возможно, низкое качество компонентов заливочной смеси.
Опыт, накопленный в процессе эксплуатации трубопроводов в ППУ-изоляции, показывает, что несмотря на видимую «безгрешность» конструкции, на практике приходится сталкиваться со случаями нарушения ее герметичности в местах расположения муфт, концевых заглушек, а также при механических повреждениях трубы-оболочки. Анализ статистических данных показывает, что разгерметизация может происходить по следующим причинам:
— применение некондиционных термоусажи-вающихся и заливочных материалов;
— низкое качество монтажа и герметизации трубопроводов;
— недостаточная адгезия пенополиуретана к металлу трубы и полиэтиленовой оболочке (приводящей к увлажнению ППУ-изоляции уже при транспортировке, складировании и хранении труб);
— низкое качество материалов, применяемых для изготовления наружной трубы-оболочки.
Картина будет далеко не полной, если оставить без внимания физико-механические и химические свойства тепловой изоляции из пенополиуретана. Не сгущая краски, следует отметить, что увлажнение теплоизоляционного слоя заметно снижает его прочностные и теплоизоляционные характеристики, а использование (к счастью, в отдельных случаях) для заливки марок пенополиуретанов с низкой термостойкостью приводит к их деструкции в процессе эксплуатации (фото 1, 2) и образованию зазора между тепловой изоляцией и металлом трубопровода. Также, по мнению некоторых зарубежных специалистов, вода, проникающая в ППУ и ионы галогенов (в основном хлора), источником которых могут являться компоненты заливочных смесей (преимущественно полиизоцианаты), представляют собой коррозионно-активную среду.
Таким образом, существует несколько негативных факторов, проявление которых приводит к нарушению герметичности конструкции «труба в трубе», увлажнению (а в отдельных случаях разрушению) тепловой изоляции и созданию всех условий, необходимых для протекания процесса коррозии металла трубопровода. Очевидно, что возникновение и протекание процессов наружной коррозии на участках трубопроводов в ППУ-изоляции будет приводить к значительному сокращению сроков их службы и, как следствие, отсутствию необходимого экономического эффекта, определяющего возможность перехода на данный тип изоляции (необходимый экономический эффект достигается при 25-летнем сроке службы трубопровода в ППУ-изоляции).
Усовершенствования конструкции
Кажущаяся простота производства предизоли-рованных труб и активная заинтересованность западных фирм в продвижении своих технологий на Восток (с сопутствующей «поддержкой» в виде реализации оборудования, сырья и т.п.) за короткое время обеспечили значительный рост объемов производства и потребления труб в ППУ-изоляции. Однако вскоре стало очевидно, что отсутствие требуемого опыта у части производителей предизоли-рованных труб и персонала монтажных организаций, выполняющих работы по их прокладке, в конечном счете приведет к существенному росту удельной повреждаемости и снижению сроков службы теплопроводов в ППУ-изоляции, причем их выход из строя, в первую очередь, будет обуславливаться причинами, рассмотренными в первой части статьи (опыт тех же зарубежных производителей показывает, что для организации производства, отлаживания технологических процессов, поиска и определения надежных поставщиков сырья и, наконец, выпуска продукции высокого качества, требуется не один год — прим. авт.).
Осознавая, что каждый частный случай выхода из строя трубопровода в ППУ-изоляции негативно сказывается на всей сфере их производства и потребления, некоторые производители наряду с выпуском стандартной предизолированной трубы (металлическая труба — пенополиуретановая тепловая изоляция — защитная полиэтиленовая оболочка) предпринимают попытки усовершенствования ее конструкции. Одним из основных изменений, вносимых в конструкцию, является замена трубы из углеродистой стали на трубу из материала, не подверженного коррозии (нержавеющая сталь, полимерный материал, керамика — фото 3, 4). Обоснованность такой замены не ставится под сомнение при производстве предизолирован-ных труб для продуктопроводов химических и добывающих отраслей промышленности, трубопроводов горячего водоснабжения, подверженных интенсивной внутренней коррозии. В тоже время весьма ограниченный ассортимент производимых из нержавеющих сталей и полимерных материалов труб (мелкие и средние диаметры), особенности монтажа и высокая для большинства потребителей стоимость не позволяют надеяться, что данная конструкция в скором времени получит широкое распространение.
Фото 3. Полимерная труба с пенополиуретановой тепловой изоляцией.
Фото 4. Труба из нержавеющей стали с пенополиуретановой тепловой изоляцией.
Сложившаяся на данный момент ситуация подсказывает, что решение проблемы повышения надежности следует искать в области взаимного пе-ресечения интересов как производителей, так и потребителей предизолированныхтруб, а именно:
— повышение надежности конструкции «труба в трубе» должно осуществляться при минимальных дополнительных затратах, не вызывающих значительного удорожания предизолированной трубы;
— технология, предлагаемая для повышения надежности предизолированной трубы, должна быть доступной и легко адаптируемой к существующим процессам и условиям производства труб в ППУ-изоляции;
— технология монтажа предизолированных труб новой конструкции не должна принципиально отличаться от ранее разработанной.
Сформулированные требования и анализ существующих на сегодняшний день технических и финансовых возможностей большинства производителей и потребителей предизолированных труб позволяют предположить, что одним из перспективных вариантов повышения надежности трубопроводов в ППУ-изоляции является применение антикоррозионных лакокрасочных покрытий, наносимых на наружную поверхность стальной трубы и препятствующих интенсивному протеканию коррозионных процессов при нарушении герметичности внешней оболочки. Это объясняется простотой их нанесения, возможностью защиты металлоконструкций больших габаритов и сложной конфигурации, низкой стоимостью и хорошей сочетаемостью с другими методами защиты.
Антикоррозионные покрытия
Известно, что в мировой практике накоплен определенный опыт производства предварительно изолированных труб с антикоррозионными покрытиями, однако имеющиеся сведения носят общий и рекламный характер, что объясняется естественным нежеланием зарубежных производителей делиться сколько-нибудь важной в научно-техническом и коммерческом плане информацией. В связи с этим, по инициативе ряда предприятий-производителей предизолированных труб, в испытательной лаборатории «Трубопроводы и энергооборудование» ОАО «Объединение ВНИПИэнергопром» был выполнен ряд исследований и испытаний, позволяющих оценить возможность производства и применения труб с антикоррозионными покрытиями в ППУ-изоляции.
В качестве материалов покрытия при испытаниях применялись: антикоррозионный состав на полиуретановой основе «Вектор 1025», рекомендованный к применению для защиты трубопроводов тепловых сетей в качестве грунта, и состав «Вектор 1025М» (модифицированный).
При изготовлении образцов, имитирующих индустриальную конструкцию трубопровода с пено-полиуретановой тепловой изоляцией, металлические трубки зачищались от продуктов коррозии металлической щеткой и вручную окрашивались в один слой составами: «Вектор 1025» (партия образцов № 1) и «Вектор 1025М» (партия образцов № 2). Толщина покрытий на металлических трубках составляла 50-60 микрон. Заливка окрашенных металлических трубок композицией для получения жесткой пенополиуретановой теплоизоляции производилась через 24 часа, после полного отверждения покрытий (фото 5). Для изготовления контрольных образцов производилась заливка металлических трубок без покрытия (партия образцов № 3), с поверхности которых наждачной бумагой были полностью удалены продукты коррозии (фото 6).
Фото 5. Образец с антикоррозионным покрытием «Вектор 1025» в ППУ-изоляции, подготовленный для испытаний.
В процессе испытаний определялось влияние антикоррозионных составов на такие показатели теплоизоляционной конструкции как:
— прочность сцепления пенополиуретановой тепловой изоляции с поверхностью трубы, обработанной антикоррозионными составами «Вектор»;
— защитные свойства при возникновении повреждений полиэтиленовой оболочки и разгерметизации муфт на действующем трубопроводе при его эксплуатации в условиях бесканальной прокладки.
Определение прочности сцепления пенополиуретановой тепловой изоляции с поверхностью трубы, обработанной антикоррозионным грунтом-адгезивом. Определение прочности сцепления пенополиуретановой тепловой изоляции с поверхностью трубы проводилось через 10 суток после изготовления образцов и через 180 суток после их хранения в неотапливаемом помещении (с декабря по июнь месяц), в соответствии с ГОСТ 30732 -2001 «Трубы и фасонные изделия стальные с тепловой изоляцией из пенополиуретана в полиэтиленовой оболочке». Результаты испытаний представлены в таблице 1 и на фото 7, 8.
Определение коррозионной стойкости конструкции трубы в ППУ-изоляции с антикоррозионными покрытиями. Для определения коррозионной стойкости конструкции трубы в ППУ-изоляции с антикоррозионными покрытиями была разработана методика стендовых испытаний, согласно которой образцы, представляющие собой модель участка теплопровода в ППУ-изоляции, помещались в ячейки размером 250x250x250 мм, заполненные песчаным грунтом с размером фракций 0,2-0,5 мм (рис. 1). Грунт, окружающий испытываемые образцы, первоначально был увлажнен раствором электролита, содержащего ионы хлора и сульфат-ионы. В течение всего периода испытаний влаго-содержание грунта поддерживалось в пределах 10-12% путем периодического добавления дистиллированной воды. Роль дефектов (повреждений) полиэтиленовой оболочки, обеспечивающих возможность проникновения электролита к поверхности металлических трубок, выполняли неизолированные от внешней среды торцевые части образцов (пенополиуретан).
Фото 6. Образец без антикоррозионного покрытия в ППУ-изоляции, подготовленный для испытаний.
Фото 7. Образец с антикоррозионным покрытием «Вектор 1025М» после проведения испытаний на определение прочности сцепления ППУ-изоляции с поверхностью трубы.
Фото 8. Образец без антикоррозионного покрытия после проведения испытаний на определение прочности сцепления ППУ-изоляции с поверхностью трубы.
Нагрев образцов осуществлялся электронагревателями, находящимися внутри металлических трубок и оснащенными регуляторами напряжения, позволяющими поддерживать заданную температуру испытаний. В процессе проведения испытаний были смоделированы условия эксплуатации теплопровода бесканальной прокладки в ППУ-изоляции при температурном режиме работы тепловой сети в весенне-осенний период. Продолжительность испытаний составила 1500 часов.
Оценка результатов испытаний проводилась с использованием данных, полученных при инструментальном контроле адгезии пенополиуретановой изоляции к поверхности трубы и визуальной оценке состояния поверхности металла и защитного покрытия на каждом из испытываемых образцов (табл. 2).
Таблица 1. Результаты испытаний определения прочности сцепления пенополиуретановой тепловой изоляции с поверхностью трубы.
№ партии образцов | Прочность на сдвиг в осевом направлении (такс), МПа (среднее значение) через 10 суток хранения после заливки | Прочность на сдвиг в осевом направлении (такс), МПа (среднее значение) через 180 суток хранения после заливки |
1 | 0,54 | 0,47 |
2 | 0,61 | 0,57 |
3 | 0,41 | 0,28 |
Выводы
На основании результатов стендовых испытаний образцов в индустриальной ППУ-изоляции с антикоррозионным покрытием установлено, что предварительное окрашивание поверхности труб (перед их заливкой пенополиуретаном) составами «Вектор 1025» или «Вектор 1025М» в один слой позволяет:
1. В процессе длительного хранения труб в ППУ-изоляции обеспечить стабильную адгезию теплоизоляционного слоя к поверхности трубы и исключить протекание коррозионных процессов на концевых участках труб, не имеющих пенополиуретановой изоляции.
2. В процессе эксплуатации трубопроводов в ППУ-изоляции предотвратить развитие коррозионных процессов в случае проникновения агрессивной среды к поверхности металла трубопровода при возникновении механических повреждений защитной полиэтиленовой оболочки и образовании сквозных повреждений трубы (непровар сварного шва, дефекты в металле и т.п.).
Рис. 1. Схема испытательной ячейки с образцом.
1 — ячейка; 2 — песчаный грунт; 3 — полиэтиленовый футляр; 4 — электронагреватель; 5 — металлическая труба; 6 — медные проводники; 7 — пенополиуретан.
Таблица 2. Оценка результатов испытаний при инструментальном контроле адгезии пенополиуретановой изоляции к поверхности трубы и визуальной оценке состояния поверхности металла и защитного покрытия на каждом из испытываемых образцов.
№ партии образцов | Продолжительность стендовых испытаний образцов, контролируемые показатели | ||||||||
На момент начала испытаний | 750 часов испытаний | 1500 часов испытаний | |||||||
Прочность на сдвиг в осевом направлении | Состояние антикоррозионного покрытия | Состояние поверхности металла | Прочность на сдвиг в осевом направлении | Состояние антикоррозионного покрытия | Состояние поверхности металла | Прочность на сдвиг в осевом направлении | Состояние антикоррозионного покрытия | Состояние поверхности металла | |
Партия образцов №1 | 0,47 | Вздутия, трещины и отслоения покрытия отсутствуют | — | 0,62 | Вздутия, трещины и отслоения покрытия отсутствуют | Протекания коррозионных процессов не отмечено** | 0,45 | Вздутия, трещины и отслоения покрытия отсутствуют* | Протекания коррозионных процессов не отмечено** |
Партия образцов №2 | 0,61 | Вздутия, трещины и отслоения покрытия отсутствуют | — | 0,62 | Вздутия, трещины и отслоения покрытия отсутствуют | Протекания коррозионных процессов не отмечено** | 0,61 | Вздутия, трещины и отслоения покрытия отсутствуют* | Протекания коррозионных процессов не отмечено** |
Партия образцов №3 | 0,41 | — | Очистка от оксидов по ГОСТ 9.402-80 до степени 3 | 0,53 | — | Отдельные пятна коррозии | 0,4 | — | Коррозия на 75% площади поверхности образца под слоем пенополиуретана |
* Визуальная оценка состояния антикоррозионного покрытия на образцах производилась после определения адгезионных характеристик пенополиуретановой тепловой изоляции к поверхности металлических трубок (прочность на сдвиг в аксиальном направлении).
** Оценка состояния поверхности металла под антикоррозионным покрытием производилась после удаления покрытия механическим способом
Окраска поверхности труб модифицированной мастикой «Вектор 1025М», содержащей специальные добавки, позволяет:
1. Увеличить прочность сцепления пенополиуретановой тепловой изоляции с поверхностью трубы в два раза по сравнению с неокрашенной металлической поверхностью.
2. Увеличить прочность сцепления пенополиуретановой тепловой изоляции с поверхностью трубы на 50% по сравнению с поверхностью, окрашенной мастикой «Вектор 1025».
3. Сохранять стабильные показатели адгезионных характеристик пенополиуретановой тепловой изоляции к поверхности трубы в процессе ее эксплуатации.
Рекомендации по применению полимерных покрытий
Анализ влияния покрытий «Вектор 1025» и «Вектор 1025М» на защитные и адгезионные свойства конструкции трубопроводов в ППУ-изоляции показывает, что данные покрытия можно применять для увеличения надежности конструкции трубопроводов в ППУ-изоляции.
Однослойные покрытия «Вектор 1025М» и «Вектор 1025» толщиной 50-60 микрон рекомендуется применять:
— для антикоррозионной обработки (окраски) поверхности стальных труб перед их заливкой пенополиуретаном с получением монолитной теплоизоляционной конструкции;
— для антикоррозионной защиты стыков трубопроводов в ППУ-изоляции в полевых условиях перед установкой на них герметизирующих муфт;
— для защиты трубопроводов перед изготовлением на них сборных теплоизоляционных конструкций из пенополиуретановых скорлуп;
— для защиты мест переходов «трубопровод в ППУ-изоляции — трубопровод с другим типом изоляции».
Известный человечеству не одно тысячелетие процесс разрушения металлов под воздействием окружающей воздушной среды принято называть атмосферной коррозией. Атмосферная коррозия – наиболее распространенный вид коррозии, ее проявления настолько многоисленны и разнообразны, что совершенствование методов борьбы с ней не утрачивает своей актуальности.
Механизм и основные факторы атмосферной коррозии металлов
Атмосферной коррозии подвержены все металлоконструкции, эксплуатируемые на открытом воздухе (около 50 % от всего имеющегося металлофонда), а именно: трубопроводы и емкостное оборудование надземного расположения, металлические части строений, опор, мостов, транспортные и погрузочно-разгрузочные средства. Поверхности конструкций при эксплуатации неизбежно подвергаются увлажнению и загрязнению, что является первопричиной возникновения и развития коррозионных процессов.
По механизму протекания данный вид коррозии в большинстве случаев является электрохимическим процессом, за исключением «сухой» коррозии, протекающей по химическому механизму. Электрохимический процесс подразумевает наличие на корродирующей поверхности катодных и анодных участков, а также электролита, роль которого выполняет пленка влаги (толщиной от нескольких молекулярных слоев до одного миллиметра), постоянно присутствующая на поверхности металла. Возникновение гальванических элементов «катод – анод» на основных конструкционных материалах – углеродистых сталях происходит из-за дифференциации их поверхности на участки с различными электродными потенциалами (теория локальных коррозионных элементов).
Причины дифференциации могут быть различны:
- неоднородность структуры металла (в углеродистых сталях присутствуют фазы – феррит и цементит, структурные составляющие – перлит, цементит и феррит, имеющие различные электродные потенциалы);
- наличие на поверхности сталей оксидных пленок, загрязнений, неметаллических включений и т.п.;
- неравномерное распределение окислителя на границе «металл-электролит», например, различные влажность и аэрация на различных участках поверхности металла;
- неравномерность распределения температуры;
- контакт разнородных металлов.
В настоящее время известно более тридцати пяти факторов, влияющих на скорость атмосферной коррозии, основными из которых являются: степень увлажнения металла, состояние поверхности конструкции (пористость, загрязненность), химический состав атмосферы (наличие гигроскопичных и агрессивных продуктов).
По степени увлажнения корродирующей поверхности различают:
мокрую атмосферную коррозию – при относительной влажности воздуха около 100 % и наличии на поверхности металла видимой пленки влаги;
влажную атмосферную коррозию – при относительной влажности воздуха ниже 100 % и наличии на поверхности металла пленки влаги, образующейся в результате капиллярной, адсорбционной или химической конденсации;
сухую атмосферную коррозию – коррозию при относительной влажности воздуха менее 50 % и толщине пленки влаги до 10 нм.
Различие это достаточно условно, т.к. в практических условиях возможен взаимный переход одного типа коррозии в другую. На рис. 1 приведена качественная зависимость скорости атмосферной коррозии металлов от толщины слоя влаги на поверхности корродирующего металла. Загрязнение воздушных сред и, как следствие, поверхности конструкций агрессивными примесями происходит в результате функционирования объектов промышленности, из-за технического несовершенства узлов химического и другого оборудования, негерметичности разъемных соединений, случайных проливов технических жидкостей, разгерметизации коммуникаций, наличия микродефектов в металле и т.п. Загрязнения подразделяют на две группы: органического и неорганического происхождения. Первые попадают на поверхность извне, вторые могут попадать извне и возникать в результате взаимодействия газов, загрязняющих атмосферу (оксиды серы и азота, хлор, хлористый водород и т.д.), с поверхностью металла. Примеси, способные растворяться в воде, активируют электрохимическую реакцию вследствие образования разбавленных кислот и увеличения электропроводности пленок влаги, а малорастворимые, рыхлые, несплошные продукты коррозии создают условия для возникновения и работы макрогальванических пар. Помимо агрессивных газов в атмосфере могут содержаться частицы твердых веществ и аэрозоли солей. Их источниками могут служить разрушающиеся горные породы, солончаковые почвы, приморские зоны, имеющие повышенное содержание хлоридно-сульфатных натриевых солей. Также твердые частицы выделяются при сгорании различного топлива, производстве цемента и удобрений. Частицы переносятся воздушными массами на расстояния до одной тысячи километров и, оседая на поверхности металла, становятся центрами конденсации влаги из воздуха. Практически установлено, что скорость атмосферной коррозии в загрязненной различными газами и твердыми примесями атмосфере в десятки раз выше, чем в чистой.
Методы защиты металлов от атмосферной коррозии
Продление сроков эксплуатации различных металлоконструкций до их морального износа – основная цель решения многовековой проблемы коррозии металлов. Согласно определению термин «коррозия» означает процесс. Этот процесс заключается в физико-химической реакции между металлом и окружающей средой, приводящей к изменениям в свойствах материала и окружающей среды. Результатом процесса является «коррозионный эффект», сокращающий сроки службы металлоконструкций, ухудшающий функциональные характеристики включающих их технических систем и приводящий к увеличению затрат, слагаемыми которых являются не только затраты на стоимость ремонта и замену поврежденных коррозией частей оборудования, но и затраты на возмещение убытков от различных неполадок в результате коррозии (остановок производства или аварий, приводящих к разрушениям или несчастным случаям). Часть этих затрат неизбежна, однако их бесспорно можно значительно сократить за счет лучшего использования и постоянного совершенствования на практике методов защиты, которыми мы сегодня располагаем.
Защита от коррозии в целом представляет комплекс мероприятий, направленных на предотвращение и ингибирование коррозионных процессов, сохранение и поддержание работоспособности узлов и агрегатов машин, оборудования и сооружений в требуемый период эксплуатации. Методы защиты металлоконструкций от коррозии основаны на целенаправленном воздействии, приводящем к полному или частичному снижению активности факторов, способствующих развитию коррозионных процессов, и условно подразделяются на методы воздействия на металл, окружающую среду, а также комбинированные методы. Среди первых наибольшее распространение получили методы нанесения покрытий постоянного действия, консервационных покрытий, легирование, среди вторых – методы полной или частичной герметизации с использованием поглотителей влаги (статическая осушка воздуха, очистка окружающей атмосферы от загрязнений, поддержание определенных температурных режимов). При отсутствии желаемого эффекта от раздельного применения методов воздействия на металл и среду прибегают к комбинированным методам, основанным на комплексном воздействии на металл с помощью защитных покрытий и окружающую среду.
Из применяемых на практике методов защиты от атмосферной коррозии наиболее подробного рассмотрения, как наиболее распространенный и достаточно эффективный, заслуживает метод нанесения защитных лакокрасочных покрытий (далее ЛКП).
Лакокрасочные покрытия: применение для защиты от атмосферной коррозии и причины выхода из строя
В структуре мировых затрат на противокоррозионную защиту на лакокрасочные покрытия приходится около 39 % средств, что в два раза превышает затраты на разработку и производство коррозионно-стойких материалов. Все разновидности ЛКП относятся к группе органических покрытий и представляют собой твердую пленку органических веществ с пигментами и наполнителями, получаемую при высыхании лакокрасочного состава, нанесенного на защищаемую поверхность. Защитные свойства ЛКП зависят от сплошности и плотности пленки, изолирующей поверхность металла от окружающей среды, а также характера взаимодействия покрытия с поверхностью металла. Толщина покрытий может изменяться от десятков до сотен микрометров в зависимости от их назначения.
К основным достоинствам ЛКП следует отнести:
— возможность применения для защиты любых конструкций, независимо от размера, непосредственно на монтажных и строительных площадках;
— простоту и возможность механизации технологического процесса нанесения покрытий;
— покрытия на большинстве металлоконструкций, трубопроводах и оборудовании могут ремонтироваться и восстанавливаться непосредственно в процессе эксплуатации;
— малый расход материала на единицу площади и низкая стоимость по сравнению с другими видами защитных покрытий.
Одним из основных показателей, определяющим эффективность применения того или иного вида покрытия, является его долговечность, а именно: способность покрытия сохранять защитные свойства до предельного состояния при установленной системе технического обслуживания и ремонта. Долговечность покрытия определяется многими факторами, в том числе его физико-механическими и химическими свойствами, степенью подготовки поверхности металла перед окрашиванием, правильным выбором покрытия или системы покрытий для конкретных условий эксплуатации.
Несмотря на определенный прогресс, достигнутый в области производства и применения лакокрасочных материалов и покрытий, случаи их выхода из строя после непродолжительной эксплуатации в условиях открытой атмосферы встречаются достаточно часто. Анализируя имеющие место случаи разрушения покрытий, можно сделать вывод, что их выход из строя (или утрата в значительной степени защитных свойств) может происходить по следующим причинам:
1. Выбор защитного покрытия или системы покрытий осуществляется без учета исполнения, категории размещения, условий эксплуатации, хранения и транспортирования металлоконструкций в части воздействия климатических факторов. Под климатическими факторами понимают температуру, влажность воздуха, солнечное излучение, смену температур, наличие соляного тумана, инея, содержание в воздухе коррозионно-активных веществ.
2. При выборе покрытий для защиты от атмосферной коррозии предпочтение отдается наиболее дешевым (и морально устаревшим) лакокрасочным материалам с изначально заложенными низкими сроками службы, исходя из принципа «все равно придется перекрашивать». В качестве примера можно привести применение материалов на масляной и битумной основе, которые уже через 2-3 года, в результате необратимых изменений на молекулярном уровне (старения), могут полностью утратить свои защитные свойства. При этом наиболее характерными дефектами следует считать растрескивание и шелушение покрытия, образование пузырей, коррозионных пятен и точек коррозии.
Практика ремонта покрытий данного вида ограничивается ликвидацией дефектов путем нанесения слоя того же лакокрасочного материала по старому покрытию (по масляным и битумным покрытиям уже невозможно нанести другие лакокрасочные материалы без полного удаления старого покрытия). Частое перекрашивание или подкрашивание в конечном счете приводит к значительному возрастанию толщины покрытия и увеличению в нем механических напряжений, что обратно приводит к растрескиванию и отслаиванию покрытия. Также необходимо отметить, что частое перекрашивание вызывает выброс в атмосферу лету- чих органических соединений (количество которых прямо пропорционально частоте перекрашиваний), приводящих к загрязнению атмосферы различными примесями.
3. Нарушение технологии производства защитного покрытия. Для любого защитного покрытия, наносимого на поверхность, существует определенный регламент его производства, определяющий степень подготовки поверхности, максимальную и минимальную температуру производства работ, время послойной сушки и многие другие параметры процесса. Отклонение от параметров технологического процесса приводит к значительному снижению защитной способности покрытий и, как следствие, уменьшению сроков их службы.
Так, например, покрытия из лакокрасочных материалов на основе синтетических смол (эпоксидных, полиэфирных, перхлорвиниловых) обеспечивают надежную и длительную антикоррозионную защиту металла только при строгом соблюдении требований по их применению (обязательная предварительная пескоструйная обработка поверхности металла с последующим обессоливанием и обезжириванием, определенные температурные режимы сушки и т.д.).
Сложный технологический процесс получения вышеуказанных покрытий накладывает существенные ограничения на возможность их широкого применения в полевых условиях (в особенности для защиты крупногабаритных металлоконструкций и трубопроводов), где производителю работ часто приходится сталкиваться с проблемами подготовки защищаемых поверхностей, обеспечения температурно-влажностных режимов при нанесении и сушке покрытий. В результате этого большинство эпоксидных, полиэфирных, перхлорвиниловых материалов применяется преимущественно в стационарных условиях для защиты от атмосферной коррозии лишь отдельных узлов и деталей оборудования.
Перспективы совершенствования лакокрасочных материалов для защиты металлоконструкций от атмосферной коррозии
Несмотря на имеющие место проблемы, возникающие при использовании лакокрасочных покрытий, следует признать, что данный способ был и остается наиболее доступным и экономически оправданным при защите металлоконструкций от атмосферной коррозии. Рассмотрев основные причины выхода лакокрасочных покрытий из строя, становится очевидным, что дальнейшее развитие данного способа для защиты от атмосферной коррозии должно заключаться:
— в разработке долговечных покрытий, которые могут наноситься на металлические поверхности с низкой степенью очистки, что позволит снизить стоимость обработки поверхности и качественно производить работы в полевых условиях;
— в развитии методов прогнозирования и оценки долговечности покрытий, позволяющих в сжатые сроки оценить возможность применения того или иного покрытия для данных условий эксплуатации;
— в повышении квалификации персонала, выполняющего работы по производству и контролю качества антикоррозионных покрытий и оснащении его современными приборами и средствами контроля.
Помимо перечисленных мероприятий значительный интерес представляет проведение климатических испытаний ряда уже имеющихся (и хорошо зарекомендовавших себя) защитных систем и покрытий, разработанных для других сфер производства. Так, многолетние положительные результаты применения мастик «Вектор» для защиты от наружной коррозии трубопроводов тепловых сетей позволили предположить, что на их основе возможно создание эффективных атмосферостойких покрытий, поскольку свойства мастик предусматривают возможность формирования защитных покрытий на металлических поверхностях с третьей степенью очистки при любой влажности воздуха в широком интервале температур.
При разработке атмосферостойких покрытий на основе мастик «Вектор», с целью уменьшения расхода материалов и сокращения времени технологического процесса нанесения композиций, была рассмотрена возможность уменьшения количества слоев и толщины покрытия (защитные покрытия для трубопроводов тепловых сетей на основе мастик «Вектор» состоят из 3-4 слоев). При составлении программы испытаний было предусмотрено изучение защитных свойств:
— однослойных грунтовочных покрытий на основе состава «Вектор 1025»;
— безгрунтовочных двухслойных покрытий;
— защитной системы «грунт – покрытие»;
— двухслойных покрытий после проведения технического обслуживания и ремонта.
Стендовые испытания покрытий «Вектор», с целью определения их устойчивости и установления сроков службы в условиях открытой атмосферы умеренного климата, производились НИИ ЛКП (г. Хотьково) в соответствии с ГОСТ 9.401-91 «ЕСЗКС. Покрытия лакокрасочные. Общие требования и методы ускоренных испытаний на стойкость к воздействию климатических факторов». Последовательность перемещения, выдержка образцов в аппаратах и режимы испытаний приведены в табл. Внешний вид покрытий в процессе испытаний оценивался по ГОСТ 9.407-84 «ЕСЗКС. Покрытия лакокрасочные. Методы оценки внешнего вида». Результаты испытаний приведены в табл.
Стендовые испытания покрытий «Вектор», с целью определения их устойчивости и установления сроков службы в условиях открытой атмосферы умеренного климата, производились НИИ ЛКП (г. Хотьково) в соответствии с ГОСТ 9.401-91 «ЕСЗКС. Покрытия лакокрасочные. Общие требования и методы ускоренных испытаний на стойкость к воздействию климатических факторов». Последовательность перемещения, выдержка образцов в аппаратах и режимы испытаний приведены в табл. Внешний вид покрытий в процессе испытаний оценивался по ГОСТ 9.407-84 «ЕСЗКС. Покрытия лакокрасочные. Методы оценки внешнего вида». Результаты испытаний приведены в табл.
Выводы
Разработанные на основе мастик «Вектор» покрытия обладают хорошими защитными свойствами в условиях открытой атмосферы умеренно-холодного климата и позволяют:
— производить работы по окраске металлических поверхностей в полевых условиях в широком интервале значений температур и влажности;
— упростить технологию и снизить затраты при первичном окрашивании металлоконструкций за счет уменьшения трудоемкости при подготовке поверхности;
— увеличить срок службы металлоконструкций при сокращении количества ремонтных окрасок за время эксплуатации изделия.
Наверное, каждый читающий эти строки, проходя зимой по улицам своего города, обращал внимание на следующую природную аномалию- холмики среди белых сугробов с зеленой весенней травкой и греющихся на ней собак. Кажется, поставь над этим местом теплицу и можно круглый год растить помидоры! Но, приглядевшись повнимательней, мы понимаем, что эта аномалия рукотворная и у ней есть название — тепловая камера!
1. Природная аномалия.
Что же это за сооружение? Толковый словарь теплоэнергетики нам сообщает: ««Тепловая камера – заглубленное сооружение, предназначенное для размещения и обслуживания узлов теплопроводов, представляющих места с ответвлениями, секционными задвижками, дренажными устройствами, компенсаторами, неподвижными опорами и опусками труб. Выполняется наиболее часто из монолитного бетона или железобетона и железобетонных конструкций». (1)
| Рис.1 Тепловая камера |
2. Что это такое и почему так?
Из конструкционных особенностей тепловой камеры вытекают и особые условия её эксплуатации: регулярный доступ обслуживающего персонала, резкая смена температурного режима, проникновение грунтовых и стоковых вод.
Подобные факторы приводят к увеличенной скорости коррозии металла труб и инженерного оборудования, ускоренному намоканию тепловой изоляции с дальнейшим разрушением увеличенным тепловым потерям.
И статистические данные подтверждают, что 70% всех дефектов тепловых сетей, вызванных коррозионными процессами, приходится на тепловые камеры.
По самым оптимистичным расчетам, с одного квадратного метра теплопровода потери тепла через разрушенную изоляцию могут достигать 0,001 Гкал/час, что за отопительный сезон составит 5 Гкал. Учитывая, что средняя площадь металлоконструкций в тепловой камере составляет не менее 15… 20 м2 , то в сумме тепловые потери составляют значительную цифру. А подобных сооружений на 1 км трубопровода не менее пяти.
Вот и радуют нас тепловые камеры зелеными лужайками среди лютой зимы, принося своим хозяевам значительные убытки.
3. Кто виноват и что делать?
Настала пора задать эти извечные вопросы и постараться дать на них правильные ответы! Что приводит к ускоренному разрушению тепловой изоляции?
- конструкционные особенности тепловых камер и условия их эксплуатации
- применяемые изоляционные материалы
По поводу первого фактора уже было сказано выше и повторяться не имеет смысла. А вот о втором факторе нужно поговорить поподробнее. Действительно, что применяется для тепловой изоляции?
Традиционный материал – минераловатные маты или фасонные скорлупы из ППУ. Обладая неплохими изолирующими свойствами, данные материалы имеют склонность впитывать и удерживать влагу (гигроскопичность).
Их защита от увлажнения производится либо асбоцементной обмазкой по сетке рабице, либо рулонными материалами (рубероид, лакоткань). Но как показывает практика эксплуатации, влагопроницаемость подобных покрытий довольно высока. Особенно это становится заметно со временем.
Находясь на горячей трубе, влага из теплоизоляции начинает интенсивно испаряться, способствуя запариванию атмосферы тепловой камеры. Причем, ППУ еще и выделяет вещества, способствующие увеличению скорости коррозии металла. Сочетание тепла, влажности и некачественных материалов в итоге и приводит к преждевременному разрушению как тепловой изоляции так и металла труб. (3)
Но, если мы не можем кардинальным образом изменить условия эксплуатации оборудования в тепловой камере и её конструкцию, то можно ли подобрать более эффективные изоляционные материалы с помощью которых можно изготовить:
- Противокоррозионное покрытие, защищающее металл трубы от внешнего воздействия атмосферы тепловой камеры.
- Тепловую изоляцию, максимально снижающую тепловые потери с поверхности трубы.
- Гидроизоляцию, защищающую тепловую изоляцию от намокания и физических воздействий.
Да, можно, такие материалы есть и их грамотное совместное применение дает неплохие результаты! Это широко распространенные антикоррозионные мастики «Вектор» и «Магистраль», ППУ-скорлупы и стеклоткань.
4. Стоит ли игра свеч?
Действительно, сколько будет стоить отремонтировать тепловую камеру с применением вышеуказанных материалов, насколько будут снижены тепловые потери и как быстро окупится ремонт?
Ответы на эти вопросы были даны в ходе реализации пилотного проекта «Технология повышения надежности и снижения энергетических потерь в подземных сооружениях (камерах) тепловых сетей», проводимого Администрацией городского округа Коломна совместно с МУП «Тепло Коломны», НП «Энергоэффективный город» с привлечением специалистов ОАО «ВНИПИэнергопром», МИТХТ им. М.В. Ломоносова, НП «Российское теплоснабжение». (4)
| Рис. 2 Состояние т.к. № 71 до ремонта |
Целью проекта являлось апробация технологии повышения надежности и снижения энергетических потерь в тепловых камерах, путем комплексного применения надежной антикоррозионной защиты, гидроизоляционной защиты поверхности оборудования и высокоэффективных видов теплоизоляционных покрытий. (2)
В качестве обьекта защиты была выбрана тепловая камера № 71 по адресу: ул.Д.Поле,16а от котельной №2 по ул. Астахова, 12. В камере находилось следующее обрудование:
| № | Наименование | Кол-во |
|---|---|---|
| 1 | труба Ø273 | 22,96 м |
| 2 | труба Ø219 | 35,09 м |
| 3 | труба Ø159 | 18,64 м |
| 4 | труба Ø133 | 1,7 м; |
| 5 | труба Ø108 | 0,2 м |
| 6 | труба Ø89 | 0,2 м |
| 7 | труба Ø57 | 0,8 м |
| 8 | отводы Ø273 — | 10шт |
| 9 | отводы Ø219 — | 15 шт |
| 10 | отводы Ø159 — | 9шт |
| 11 | задвижка стальная фланцевая с маховиком Ду200 типа 30с41нж | 1шт |
| 12 | задвижка стальная фланцевая с маховиком Ду200 типа 30ч6бр | 2шт |
| 13 | задвижка стальная фланцевая с маховиком Ду150 типа 30с41нж | 2шт |
| 14 | задвижка стальная фланцевая с маховиком Ду150 типа 30ч6бр | 3шт |
| 15 | задвижка стальная фланцевая с маховиком Ду100 типа 30ч6бр | 1шт |
| 16 | задвижка стальная фланцевая с маховиком Ду80 типа 30ч6бр | 1шт |
| 17 | задвижка стальная фланцевая с маховиком Ду50 типа 30ч6бр | 4шт |
Общая площадь металлических поверхностей составила 53,82 м2. Тепловизионное обследование и расчет тепловых потерь показали, что за отопительный сезон потери тепла в этой камере могут доходить до174,55 Гкал, что в рублях составит 197066,95 руб. ( при стоимости 1 Гкал -1129 руб.)
5. Технология ремонта.
Ремонт проводимый в указанной тепловой камере состоял из следующих этапов:
- Очистка камеры от ила, песка.
- Восстановление дренажей
- Устранение щелей между потолочными плитами
- Антикоррозионная защита металлических поверхностей
- Монтаж теплоизоляции
- Гидроизоляция скорлуп ППУ
- Теплоизоляция инженерного оборудования
| Рис 3. Антикоррозионные мастики «Вектор». |
Могут наноситься на слабоподготовленную (ржавую) поверхность металла. Сохраняют защитные свойства не менее 20 лет
В качестве антикоррозионной защиты металла были применены хорошо известные и широко используемые мастики «Вектор». Их применение позволило сэкономить на подготовке поверхности металла под покраску, т.к. они могут наноситься на слабо подготовленную (ржавую) поверхность. Технология их нанесения допускает применение кисти и валика, что немаловажно в стесненных условиях тепловых камер. Минимальное содержание растворителя в их составе позволило работать без принудительной вентиляции.
Теплоизоляция трубопроводов в тепловой камере ТК № 71 выполнялась пенополиуретановыми скорлупами. Это технологичный, широко распространенный материал, с хорошими изоляционными свойствами. Монтаж и подгонка скорлуп по профилю изгибов труб не составляет труда.
Для предотвращения намокания тепловой изоляции на скорлупах была смонтирована гидроизолияция, состоящая из слоя стеклоткани пропитанного мастиками «Вектор» и «Магистраль».
| Рис.4. Монтаж тепловой изоляции | Рис 5. Гидроизоляция тепловой изоляции |
Мастика «Магистраль» является дальнейшим развитием линейки антикоррозионных материалов, разработанных НПК «КУРС-ОТ». В её составе нет растворителя, поэтому она может применяться в замкнутых пространствах без применения принудительной вентиляции.(5)
Для теплоизоляции задвижек были применены термочехлы. Их отличительная особенность-многоразовость применения. Полотно термочехла оборачивается вокруг корпуса задвижки и закрепляется застежкой-липучкой. При необходимости технического обслуживания задвижки термочехол снимается и надевается вновь по окончанию работ.
Инструментальные замеры по мере монтажа соответствующей теплоизоляции показали снижение температуры поверхности трубопроводов на 24-27 С при начальной температуре 44,2-47,6С и запорной арматуры на 56,7С при начальной температуре 71,2С.
Итого на ремонтные работы было использовано:
| № | Наименование | Кол-во |
|---|---|---|
| 1 | Мастики «Вектор» | 66 кг |
| 2 | Мастика «Магистраль» | 20 кг |
| 3 | Скорлупы ППУ (общ) | 93 м |
| 4 | Термочехлы | 14 шт |
Общая стоимость восстановительно-ремонтных работ по т.к. № 71 составила 108480 руб. Тепловые потери в камере сократились до 16,14 Гкал/год
6. Полученные результаты
Подведем итоги:
| № | Наименование | До ремонта | После ремонта |
|---|---|---|---|
| 1 | Теплопотери | 174,55 Гкал | 16,14 Гкал |
| 2 | Теплопотери в рублях | 197066,95 руб. | 18222,06 руб. |
| 3 | Экономия тепла Гкал\руб. | 158,41Гкал /178843,94 руб. | |
| 4 | Затраты на ремонт | 108480 руб. | |
| 5 | Срок окупаемости вложений | 7,28 месяцев | |
Полученный результат заставит обрадоваться теплоэнергетиков и задуматься возможных спонсоров. Те огромные суммы, которые сейчас просто улетают в воздух, можно будет направить на другие цели. Ремонт тепловых камер с применением указанных материалов можно производить круглогодично, а это дополнительные рабочие места и занятость персонала. Так же экологическая безопасность и безопасность для персонала, осуществляющего работы, вследствие отсутствия в компонентах комбинированных покрытий вредных для окружающей среды и органов дыхания органических растворителей, пожарная безопасность при проведении работ.
Сэкономленные гигакалории можно продать потребителю или снизить потребление топлива и нагрузки на оборудование. Да и такой срок окупаемости вложений не дает ни одна отрасль промышленности, ни финансовые институты.
| Рис.6. Термочехлы на задвижках | Рис. 7. Т.к. № 71 после ремонта. Финишный слой гидроизоляции выполнен мастикой «Магистраль». Материал «Магистраль» не имеет запаха и предназначен для работ в закрытых помещениях |
Вот такой результат правильного применения обычных, хорошо известных материалов!
Вот так при грамотном подходе, тепловая камера превращается из источника затрат в золотой прииск предприятия.
Используемая литература:
- И.В. Стрижевский, М.А.Сурис. Защита подземных теплопроводов от коррозии. Энергоатомиздат, Москва, 1983 г.
- Защита трубопроводов от коррозии в тепловых камерах. Журнал “Новости теплоснабжения”, № 10 (14) октябрь 2001, С. 49 – 54, К.т.н. В.Б. Косачев, А.П. Гулидов, НПК «Вектор»
- Антикоррозионные составы для повышения надежности трубопроводов в ППУ-изоляции А.В.Аушев, В.Б. Косачев, НПК «Вектор» «НТ» № 5 (май); 2003 г.
- Повышение надежности и снижение потерь в тепловых камерах МУП «Тепло Коломны» Н.Б. Герлинский, П.А. Анахов «НТ» № 8 (132) 2011 г.
- Альбом типовых решений по защите тепловых камер. Москва, 2011. НПК «КУРС-ОТ»
Издание «Вестник aрматуростроителя» пообщался с исполнительным директором «ПК «КУРС» — Звонаревым Андреем Александровичем.
Компания «ПК «КУРС» – официальный разработчик и производитель широко известных антикоррозийных покрытий «Вектор» и «Магистраль» с длительным сроком службы (не менее 18‑25 лет в зависимости от условий эксплуатации), в том числе в агрессивных средах. Эти покрытия успешно применяются на трубопроводах, теплотрассах, тепловых камерах, теплоходах, гидросооружениях. За годы работы ими окрашены множество судов речных судоходных компаний, сотни километров трубопроводов, множество промышленных объектов и сооружений в различных регионах страны.
Среди задач компании не только продажа материалов и организация поставок, но и наблюдение за уже окрашенными объектами. Высококвалифицированные специалисты всегда готовы помочь в реализации разных этапов проекта по антикоррозийной защите. Компания уделяет большое внимание проблеме защиты металлов в целом, принимает активное участие во всероссийских тематических выставках и конференциях. Продукция одобрена и рекомендована к применению на государственном уровне.
Armtorg: Здравствуйте, Андрей Александрович! Насколько мы знаем, ваша компания предоставляет для сектора арматуростроения то, что защищает трубопроводную арматуру от ржавчины, от выхода из строя под действием внешних факторов. В начале беседы объясните вкратце, что такое лакокрасочные покрытия и чем они важны.
А.З.: Большинство красок – это суспензии или взвеси твердых частиц пигментов и наполнителей в связующем. Как правило, жидкими связующими являются различные смолы (лаки), способные переходить в твердое состояние либо самостоятельно, либо при добавлении отвердителя. При этом на окрашиваемой поверхности создается защитный слой, который и называется лакокрасочным покрытием. Кстати, первый патент на окрасочный состав датируется началом 17 века, и с тех пор появились тысячи красок, этот процесс бесконечен.
Краски постоянно совершенствуются, но абсолютной защиты от коррозии, конечно, предоставить не могут. В советское время разработка и производство антикоррозионных материалов велись для более-менее конкретного потребителя. То есть был четкий заказ, техническое задание. Грамотное ТЗ на разработку было бы и сейчас идеально для лакокрасочников. Но поскольку мы начинали развивать направление антикоррозионной защиты с применением покрытий уже не в советское время, а в постперестроечное, получить ТЗ от потребителя было втройне тяжело.
Первоначально мы работали только с теплоснабжающими организациями. Нужно было разработать антикоррозионный материал для трубопроводов, который мог бы применяться в качестве ремонтного состава непосредственно на трассе, в тепловой камере, во вскрытом канале. Там возможности по подготовке защищаемой поверхности (в первую очередь металлической) очень ограничены. Поэтому первой, изначально поставленной, была задача снизить чувствительность материала к качеству подготовки поверхности. В результате могу сказать, что по сравнению
со многими материалами, с которыми мне приходилось сталкиваться, наш грунтовочный состав «Вектор 1025» действительно нечувствителен к ряду факторов, негативно отражающихся на качестве покрытия. То есть даже после ручного удаления слабо сцепленных продуктов коррозии (конечно, если нет возможности использовать другие способы подготовки) можно окрашивать поверхность металла, и покрытие сохранит свои защитные свойства в течение 10 лет.
Вторая задача – покрытие должно было быть работоспособно при температурах до 150 градусов. Термостойкость
стандартных лакокрасочных покрытий, которые применялись, скажем, в начале 90‑х годов на тепловых сетях, не превышала 80‑100 градусов. Дальше уже деструкция – не то чтобы прямое выгорание, но охрупчивание, потеря механических свойств и, как следствие, защитных. Потом все‑таки ввели норматив, согласно которому лакокрасочные покрытия, применяемые на тепловых сетях, должны выдерживать 150 градусов по Цельсию.
Третьей задачей было обеспечение возможности окрашивания действующих теплопроводов, поскольку во многих регионах России климатические условия не всегда позволяют выполнять ремонтные работы во время отключения тепловых сетей от источников тепла. После того, как мы разработали систему материалов «Вектор», она проходила испытания во многих организациях – Академии коммунального хозяйства им. К. Д. Панфилова, лаборатории ВНИПИэнергопрома, ВНИИСТе, НИИ ЛКП в г. Хотьково. Там же, с небольшой прикидкой на будущее, проверяли линейку окрасочных составов для фасадных газопроводов. Хотя это и холодная труба, но там есть своя специфика. И вот в Хотьково мы получили такой результат: двухслойное покрытие, сохраняющее защитные свойства 18 лет, а после нанесения третьего слоя мы довели срок эксплуатации этой системы до 24 лет. Поверхность была подготовлена до 3 степени очистки в соответствии с ГОСТ 9.402. Эта степень очистки допускает наличие плотно сцепленных продуктов коррозии и окалины на поверхности.
Armtorg: Итак, ваши материалы можно наносить на нагретые поверхности. Среди нашей аудитории есть теплоэнергетические заводы, где арматура работает при температурах выше 150 градусов, вплоть до 500, там лакокрасочное покрытие просто выгорает. Есть ли у вас решение этой проблемы?
А.З.: Пока мы можем гарантировать стойкость до 200 градусов. Думаю, что есть решения и для более высоких температур, и при получении технического задания разработка таких материалов возможна. Но пока мы этим не занимаемся, так как для защиты трубопроводов тепловых сетей (а это наша основная специализация) все‑таки наиболее востребованы покрытия, устойчивые к термовлажностным воздействиям, а не к чисто термическим.
Armtorg: До 200 градусов – какого рода это покрытие?
А.З.: У нас основа – это модифицированная полиуретановая смола, которая сама по себе выдерживает 200 градусов. При введении соответствующего наполнителя, например, алюминиевой пудры, термостойкость повышается.
Есть и другие пути для повышения термостойкости и дальнейшего улучшения каких‑либо свойств.
Одна из наших новых разработок – цинконаполненные окрасочные составы. Посмотрев на большинство составов для холодного цинкования, которые сейчас производятся, и покрытий на их основе, мы подметили ряд недостатков.
Во-первых, это либо чистой воды фальсификация…
Armtorg: Что значит «фальсификация»?
А.З.: Очень просто. В силу корпоративной этики я не буду называть производителей, но вдруг один из них заявляет о начале выпуска окрасочного состава для получения цинконаполненного протекторного покрытия. Протекторное – это значит, что оно защищает по электрохимическому механизму. Стоит у него этот
материал от 150 до 200 рублей. Извините, но такого быть не может. Чтобы покрытие было протекторным, цинк в нем должен содержаться в количестве 90 массовых процентов. То есть в килограмме краски, ориентировочно, должно быть 900 граммов цинка. Но только эти 900 граммов цинка будут стоить 250 рублей, не считая всего остального, в том числе работы. Ребята, что вы производите и чем торгуете? Можно добавить один процент цинка и назвать покрытие цинкосодержащим. Но оно не будет протекторным, не будет играть роль анода. Вот в чем дело. Поэтому, когда я вижу рекламу таких товарищей, то знаю, что это наглый обман и больше ничего. Здесь достаточно базовых знаний по химии.
Мы пошли по пути создания действительно протекторного покрытия. Проводили испытания на металлических образцах, окрашенных штатной краской, не содержащей цинка, и образцах с цинконаполненной краской. На покрытиях образцов были созданы искусственные механические дефекты, сами образцы помещены в агрессивную среду, имитирующую морскую воду. Коррозия в районе дефектов на первой партии образцов появляется на вторые сутки, на другой ее просто нет. Вот такой экспресс-тест на качество покрытий.
Armtorg: А что вы скажете о нанесении цинка другими способами?
А.З.: Это может быть горячее цинкование, термодиффузионное цинкование, напыление цинка. Недешевые процессы, хотя при соблюдении технологии результаты дают неплохие.
Armtorg: А если сравнивать с вашими покрытиями?
А.З.: По защитным свойствам наши цинксодержащие покрытия не уступают покрытиям, полученным путем горячего цинкования. Сейчас изучаем возможность их применения для ликвидации дефектов цинковых покрытий на различных конструкциях в процессе их эксплуатации.
Armtorg: Многие потребители красят арматуру красками европейских производителей. Я так понимаю, это обычные промышленные краски? В чем преимущество ваших покрытий перед обычными?
А.З.: Если изначально все западные производители шли на наш рынок с серьезными технологиями антикоррозионной защиты, требующими соблюдения массы технологических параметров, то потом они потихоньку начали ломаться перед российской действительностью. Я это понял, когда сравнил рекламные листки на один и тот же материал одной и той же западной фирмы. Так вот, в рекламном листке середины девяностых годов подготовка поверхности под окрашивание требовала дробеструйной обработки, а в рекламном листке начала двухтысячных уже говорилось, что можно красить и по ржавчине. По всей видимости, они вынуждены упрощать подход, чтобы сохранить рынок.
Так вот, первое наше преимущество – это адаптированность наших составов к реальной действительности. Технические особенности производства, эксплуатации и ремонта, во всяком случае, трубопроводов тепловых сетей, нам известны не понаслышке.
Есть еще такой вопрос, как ремонтопригодность краски. Покрасили чем‑то импортным, а при транспортировке про-
волокли по асфальту – у нас мужики простые. Чем ремонтировать? Либо «родным» материалом, либо искать альтернативу. Наша грунтовка позволяет решить этот вопрос. Можно разрабатывать какие‑то эконом-варианты с применением штатных промышленных красок, но с более широким набором колеров. Это та же ПФ-115, пентафталевая эмаль, на мой взгляд, недооцененная. Кстати, срок службы у нее увеличивается минимум в 2‑3 раза, когда ее наносят на наш грунт. Это уже проверили газовщики на фасадных газопроводах. Просто покрасили ПФ по, условно говоря, неподготовленной трубе. Пыль смели и покрасили в два слоя. Проходит три года, изнутри начинают идти ржавые пятна, краска теряет декоративные качества, а чуть позже – и защитные. Так вот, если нанести слой ПФ на один слой нашего грунта, что с успехом делают в «Мосгазе», то порядка 15 лет эта система будет прекрасно защищать газопровод. Подумайте, вы сэкономите не только на краске, но и на труде рабочего. Большая разница – перекрашивать раз в 5 лет или раз в 15! Проведение грамотных экономических расчетов помогает осознать, где необходимо высококачественное покрытие, а где нужны совсем простые, дешевые варианты.
Возвращаясь к импорту, можно копнуть глубже – внимательно ознакомиться, помимо рекламы, с их технологической документацией. Например, одни серьезные европейцы в колористических характеристиках конкретного материала четко заявляют цвет по RAL, но предупреждают, что вообще‑то в зависимости от применяемого сырья он может меняться, и считают это нормальным. Еще внимательнее читая документацию этиx производителей, мы понимаем, что они совершенно не святые и не гении.
Российская химия может на 95 % обеспечить страну сырьем для производства промышленных красок, да еще экспор-
тировать в другие страны в хорошем объеме (декоративные краски все‑таки составляют исключение). Сейчас ведь есть, если я не ошибаюсь, программа развития химической промышленности до 2030 года. Действительно, нам надо поднимать высокотехнологичное производство. Ряд разработок для специальных областей был сделан еще в советское время – они могут быть востребованы. Но определенные обстоятельства не позволяют эти материалы применять более широко.
Armtorg: Почему же все считают, что зарубежное лучше? Может, высокие технологии?
А.З.: Я не думаю, что дело в этом. Скорее, их продукция просто в большей степени обложена «бумагами», нуж-
ными и ненужными, получение которых в Европе давно идет по накатанной, поставлено на поток. Для России, по договоренности, они легитимны, то есть их материалы у нас техническую проверку не проходят – мы должны верить бумаге. Вот наши потребители и верят…
К примеру, у нас очень хорошие результаты по защите корпусов судов. «Севмаш» проверял наши материалы «Век-
тор» и «Магистраль», мы получили хороший отзыв. Дойдя на стенде до 12 лет условной эксплуатации, покрытия
сохранили 80 % защитного ресурса, а испытания прекращаются при остаточных 60 % ресурса покрытия. Уже по-
нятно, что получен хороший результат, но… в гражданском судостроении эти результаты могут и не браться в зачет. Объясняют это тем, что в военном строительстве своя приемка, свои методики испытаний.
В то же время в России закрыли ряд лабораторий, которые могли бы тестировать покрытия на возможность их применения для защиты того или иного элемента гражданского судна. В том числе и арматуры, которой там много. Теперь же для испытания покрытий, например, для балластных танков, надо ехать в Норвегию или Нидерланды, то есть прогибаться под Регистр Ллойда (кстати формально – добровольную ассоциацию). Хочешь, чтобы эти танки красили твоей краской – съезди, вложи кучу денег, собери кучу бумажек. Очень эффективный способ «отсекания» российских конкурентов. Поэтому рынок судостроения достаточно серьезно занят импортом. Конечно, Петербург что‑то пытается делать, выпускает свои материалы, но в большинстве своем в проекты заложены импортные материалы.
Armtorg: Значит, судостроение в России сильно зависит от импорта?
А.З.: Про судостроение в целом сказать не могу, но в той его части, что связана с применением защитных покрытий, в особенности для морских судов – да.
Armtorg: Как известно, создана программа развития флота, компания «Газпром флот», которая будет заниматься транспортировкой СПГ. А вы способны поддерживать такие программы?
А.З.: Почему бы и нет, в особенности при наличии долгосрочных контрактов и целевых инвестиций. Определенные задачи мы можем решать уже и сейчас, причем самостоятельно. Например, в настоящее время проходят испытания защитной системы покрытий «Вектор» для специальных морских контейнеров. Кстати, в судостроении цинконаполненные материалы типа композиции «Вектор 1530» с протекторными свойствами применяют как в системах покрытий, так и в качестве консервационной грунтовки.
Armtorg: Каковы масштабы вашей компании?
А.З.: Производственное подразделение предприятия находится за пределами Москвы, во Владимирской области. Там у компании своя земля, свои цеховые помещения, лаборатория. Производство признано в том числе и Речным регистром, была приемка, приезжали инспектора. Штат менеджеров находится в обособленном подразделении в Москве. Отгрузку продукции можем производить как непосредственно с производства, так и с московского склада.
Armtorg: Насколько велика ваша зависимость от импортных комплектующих или оборудования?
А.З.: По оборудованию ее просто нет. Например, скоро мы будем тестировать диссольвер с улучшенной конструкцией, изготовленный по совместному проекту с одной из отечественных компаний, производящей оборудование для химической, пищевой, фармацевтической промышленности. Там очень хорошие специалисты, есть с кем конструктивно работать. Недаром заказов у них хватает, а значит, потребители поняли, что внешний вид оборудования – это, конечно, здорово, но если можно получить оборудование, обеспечивающее как минимум то же качество продукции, но в два раза дешевле, то почему бы не заказать у своих?
Зависимость от импортного сырья постоянно снижается (порядка 35 % в 2000 году и 15 % в 2015 году соответственно), при этом мы никоим образом не ориентированы на западные рынки и работаем по некоторым комплектующим с поставщиками из Юго-Восточной Азии. Добавлю, что некоторые из этих комплектующих производятся и в России, однако у поставщиков из Азии более дружелюбная ценовая политика, причем не в ущерб качеству.
Armtorg: Какой гарантийный срок вы даете на свое покрытие?
А.З.: По заключению АКХ им. Панфилова, при эксплуатации подземных трубопроводов – я это подчеркиваю – 15 лет при нанесении покрытия в цеховых условиях. Средняя температура при этом может составлять 120 градусов, хотя там есть специальная методика: испытывается и при 150 градусах, учитываются сезонные циклы. При нанесении в трассовых условиях срок эксплуатации составляет минимум 10 лет. Я видел, как после 13 лет эксплуатации
вскрывали трассу в Коломне. Вскрыли, поскольку система разрастается, надо увеличивать диаметры, идет реконструкция, но все оборудование живое-здоровое. В Иркутске была программа по защите тепловых камер и, соответственно, арматуры, которая там установлена. Там прошло 8 лет с момента нанесения покрытия до того, как я произвел осмотр. Сверху на трубе лежит нарост грязи, убираешь его, протираешь – покрытие идеальное. А температура зимой там достигала, я думаю, 120‑130 градусов.
Armtorg: Кроме арматуры ваши покрытия используются и для компенсаторов, я так понимаю?
А.З.: Да, петербургский завод «Компенсатор» у нас берет материалы. Их оборудование выполняется из нержавеющей стали AISI 321, кажется, в свое время она называлась пищевой нержавейкой и была самой распространенной. Они уже не первый год окрашивают компенсаторы нашими красками. Испытания проводит петербургский институт, который, слава Богу, жив и сохранил свою испытательную базу. В частности, «Компенсатор» приобретает один из наших материалов, которой называется «Магистраль», не содержащий в своем составе растворителей и летучих органических соединений. У этого материала 98‑процентный сухой остаток. Килограмм нанесли – килограмм и остался на изделии.
Поясню: есть ряд материалов с низким сухим остатком. Конкретные марки называть не буду. Все дело в летучих органических соединениях (ЛОС), растворителях, которые вводятся, чтобы краска была менее вязкой. Вот представьте: в краске 50 % растворителя. Вы приобретаете килограмм краски. Нанесли ее, получили в итоге полкилограмма покрытия. У «Векторов» сухой остаток 75 %. По результатам испытаний немецкого университета признано, что наши материалы соответствуют всем европейским стандартам с точки зрения экологичности и защитных свойств. А у «Магистрали» при фактическом сухом остатке 98 % еще и запаховый эффект отсутствует напрочь. Мы боремся за повышение сухого остатка и снижение содержания растворителей. Когда мне говорят, не хотим ли мы поучаствовать в программе энергосбережения, то мы отвечаем, что уже участвуем. Например, если снизить содержание органического растворителя в краске с 25 до 15 процентов, то получится, что на 10 процентов снижается его выброс в атмосферу, плюс экономятся те же 10 процентов высококалорийного углеводорода, который можно использовать в качестве топлива. Это ли не энергосбережение – создание материала с пониженным содержанием растворителя?
Кстати, мы никогда не применяем такие токсичные растворители, как толуол или циклогексанол. Сейчас пытаемся
перейти на один из незаслуженно игнорируемых растворителей, который имеет очень высокие показатели предельно
допустимой концентрации. Это направление, которое очень важно развивать для производства покрытий в цеху, «под крышей». На трассе, на свежем воздухе, попроще. А в цехах надо делать системы вентиляции, регенерации,
утилизации, противопожарные.
Armtorg: Какие у компании планы на 2016 год?
А.З.: Обязательно внедрить протекторное цинксодержащее покрытие. Первая прикидка – возможно, это будут
покрытия на опорах ЛЭП. Уже провели испытания на его совместимость с порошковой краской на одном предприятии – производителе шаровых кранов. Следующие направления – это разработка покрытий для защиты бетонных поверхностей и создание новых материалов с ультранизким содержанием растворителей.
Кроме того, насколько будут позволять финансы, будем модернизировать нашу матчасть. Возможно, построим на принадлежащей нам территории еще помещение для склада, чтобы иметь резервные запасы сырья и готовой продукции для нивелирования скачков спроса.
Очень хотелось бы возродить цепочку взаимодействия с потребителями, которые будут обозначать свои требования и доносить их до разработчиков. Тут есть такой момент: некоторые начинают просить деньги на разработку. Но я считаю, что для предварительных прикидок разработчик должен находить внутренние резервы. Не так сложно сделать партию в 10 образцов, чтобы предъявить их заказчику, выяснить, на правильном ли вы пути, а потом дорабатывать. Пока у нас эта цепочка не заработает, никакого прорыва не будет.
«Вестник aрматуростроителя» 2016
Наверное, каждый читающий эти строки, проходя зимой по улицам своего города, обращал внимание на следующую природную аномалию — холмики среди белых сугробов с зеленой весенней травкой и греющихся на ней собак. Кажется, поставь над этим местом теплицу и можно круглый год растить помидоры! Но, приглядевшись повнимательней, мы понимаем, что эта аномалия рукотворная и у ней есть название — тепловая камера!
Данные статистики говорят о том, что потребители остаются без отопления чаще всего «благодаря» авариям в тепловых камерах. Поскольку собранная статистика показывает, что более 70% коррозионных дефектов приходится на участки с суммарной протяженностью менее 10% от общей протяженности тепловых сетей, а именно на трубные коммуникации и арматуру, расположенные в тепловых камерах, смотровых колодцах, а также на прилегающих к ним участках теплопроводов.
Почему именно ТК наиболее подвержены коррозионным разрушениям? Попытаемся выяснить причину этого, непонятного на первый взгляд, явления.
Сначала ответим на простой вопрос, что же это за сооружение? Толковый словарь теплоэнергетики нам сообщает: ««Тепловая камера– заглубленное сооружение, предназначенное для размещения и обслуживания узлов теплопроводов, представляющих места с ответвлениями, секционными задвижками, дренажными устройствами, компенсаторами, неподвижными опорами и опусками труб. Выполняется наиболее часто из монолитного бетона или железобетона и железобетонных конструкций».
Из конструкционных особенностей тепловой камеры вытекают и особые условия её эксплуатации:регулярный доступ обслуживающего персонала, резкая смена температурного режима, проникновение грунтовых и стоковых вод.
Подобные факторы приводят к увеличенной скорости коррозии металла труб и инженерного оборудования, ускоренному намоканию тепловой изоляции с дальнейшим разрушением увеличенным тепловым потерям.
В теории изоляционная конструкция трубопровода должна состоять из четырех функциональных слоев:
— антикоррозионного покрытия,
— теплоизоляционного слоя с армирующими и крепежными деталями,
— гидроизоляционного слоя,
— покровного защитно-механического слоя.
Отсутствие устойчивого антикоррозионного и гидроизоляционного покрытия на трубопроводах тепловых сетей приводит к быстрому развитию коррозионных процессов в тепловых камерах. Следовательно, чтобы предотвратить быстрое разрушение труб тепловых сетей, а так же других конструкций ТК следует обеспечить возможность постоянного мониторинга коррозионной обстановки и проведения, при необходимости, соответствующих защитных или восстановительных мероприятий. В данной ситуации наиболее целесообразно применение средств, материалов и технологий, не требующих значительных вложений материальных и трудовых ресурсов. Таким требованиям отвечают технологии защиты и ремонта с получением лакокрасочных и полимерных покрытий.
Вопросы защиты от наружной коррозии конструкционных элементов трубопроводов подробно рассмотрены в РД 153-34.0-20.518-2003 «Типовая инструкция по защите трубопроводов тепловых сетей от наружной коррозии». Данный документ рекомендует к применению на тепловых сетях ряд антикоррозионных покрытий, при соблюдении технологии нанесения которых обеспечивается расчетный срок службы трубопровода.
Для того, чтобы привлечь внимание к решению вопроса об антикоррозионной защите тепловых камер, следует упомянуть об экономической эффективности данного мероприятия. Ориентировочные расходы на ликвидацию аварии в одной тепловой камере могут составить около 120 тысяч рублей. Эта сумма состоит из затрат на транспорт, материалы, восстановительные работы и т.п. В свою очередь затраты на своевременную антикоррозионную защиту металлоконструкций той же тепловой камеры в среднем составляют 60-55 тысяч рублей. В результате элементарного арифметического подсчета мы видим, что «ухоженная» ТК обходится на 60-65 тысяч рублей дешевле, чем ее брошенная «соседка». Остается только умножить полученный доход на количество тепловых камер, не имеющих антикоррозионной защиты. В одной только Москве таких ТК более двух тысяч.
Таким образом, на данный момент имеются все предпосылки для того, чтобы подача тепла в наши дома по причине аварий в ТК не прекращалась. Поэтому хочется еще раз обратиться к тем, от кого зависит безаварийная работа тепловых сетей: посмотрите в камеру! Тепловые камеры ждут Вашей защиты! Надежной, долговечной защиты от коррозии. И тогда даже в самые морозные зимы в наших домах будет тепло.
Наверное, каждый читающий эти строки, проходя зимой по улицам своего города, обращал внимание на следующую природную аномалию — холмики среди белых сугробов с зеленой весенней травкой и греющихся на ней собак. Кажется, поставь над этим местом теплицу и можно круглый год растить помидоры! Но, приглядевшись повнимательней, мы понимаем, что эта аномалия рукотворная и у ней есть название — тепловая камера!
Данные статистики говорят о том, что потребители остаются без отопления чаще всего «благодаря» авариям в тепловых камерах. Поскольку собранная статистика показывает, что более 70% коррозионных дефектов приходится на участки с суммарной протяженностью менее 10% от общей протяженности тепловых сетей, а именно на трубные коммуникации и арматуру, расположенные в тепловых камерах, смотровых колодцах, а также на прилегающих к ним участках теплопроводов.
Почему именно ТК наиболее подвержены коррозионным разрушениям? Попытаемся выяснить причину этого, непонятного на первый взгляд, явления.
Сначала ответим на простой вопрос, что же это за сооружение? Толковый словарь теплоэнергетики нам сообщает: ««Тепловая камера– заглубленное сооружение, предназначенное для размещения и обслуживания узлов теплопроводов, представляющих места с ответвлениями, секционными задвижками, дренажными устройствами, компенсаторами, неподвижными опорами и опусками труб. Выполняется наиболее часто из монолитного бетона или железобетона и железобетонных конструкций».
Из конструкционных особенностей тепловой камеры вытекают и особые условия её эксплуатации:регулярный доступ обслуживающего персонала, резкая смена температурного режима, проникновение грунтовых и стоковых вод.
Подобные факторы приводят к увеличенной скорости коррозии металла труб и инженерного оборудования, ускоренному намоканию тепловой изоляции с дальнейшим разрушением увеличенным тепловым потерям.
В теории изоляционная конструкция трубопровода должна состоять из четырех функциональных слоев:
— антикоррозионного покрытия,
— теплоизоляционного слоя с армирующими и крепежными деталями,
— гидроизоляционного слоя,
— покровного защитно-механического слоя.
Отсутствие устойчивого антикоррозионного и гидроизоляционного покрытия на трубопроводах тепловых сетей приводит к быстрому развитию коррозионных процессов в тепловых камерах. Следовательно, чтобы предотвратить быстрое разрушение труб тепловых сетей, а так же других конструкций ТК следует обеспечить возможность постоянного мониторинга коррозионной обстановки и проведения, при необходимости, соответствующих защитных или восстановительных мероприятий. В данной ситуации наиболее целесообразно применение средств, материалов и технологий, не требующих значительных вложений материальных и трудовых ресурсов. Таким требованиям отвечают технологии защиты и ремонта с получением лакокрасочных и полимерных покрытий.
Вопросы защиты от наружной коррозии конструкционных элементов трубопроводов подробно рассмотрены в РД 153-34.0-20.518-2003 «Типовая инструкция по защите трубопроводов тепловых сетей от наружной коррозии». Данный документ рекомендует к применению на тепловых сетях ряд антикоррозионных покрытий, при соблюдении технологии нанесения которых обеспечивается расчетный срок службы трубопровода.
Для того, чтобы привлечь внимание к решению вопроса об антикоррозионной защите тепловых камер, следует упомянуть об экономической эффективности данного мероприятия. Ориентировочные расходы на ликвидацию аварии в одной тепловой камере могут составить около 120 тысяч рублей. Эта сумма состоит из затрат на транспорт, материалы, восстановительные работы и т.п. В свою очередь затраты на своевременную антикоррозионную защиту металлоконструкций той же тепловой камеры в среднем составляют 60-55 тысяч рублей. В результате элементарного арифметического подсчета мы видим, что «ухоженная» ТК обходится на 60-65 тысяч рублей дешевле, чем ее брошенная «соседка». Остается только умножить полученный доход на количество тепловых камер, не имеющих антикоррозионной защиты. В одной только Москве таких ТК более двух тысяч.
Таким образом, на данный момент имеются все предпосылки для того, чтобы подача тепла в наши дома по причине аварий в ТК не прекращалась. Поэтому хочется еще раз обратиться к тем, от кого зависит безаварийная работа тепловых сетей: посмотрите в камеру! Тепловые камеры ждут Вашей защиты! Надежной, долговечной защиты от коррозии. И тогда даже в самые морозные зимы в наших домах будет тепло.